

Book is finally on the market. There is still a great deal of work to do in its promotion. Towards that end, it has recently been entered in the London Book Fair – which runs from 12-14 March 2024.
B&N
KDP
https://www.amazon.com/dp/B0CS85K5FZ
Book is finally on the market. There is still a great deal of work to do in its promotion. Towards that end, it has recently been entered in the London Book Fair – which runs from 12-14 March 2024.
https://www.amazon.com/dp/B0CS85K5FZ

Suppose a healthy young adult finds a summer job, working on a construction site. And that he or she is employed by an individual or carpentry firm that is currently building houses, condominiums or some other wood framed building. Eventually the stage of construction will pass the first story, or perhaps a second or third story before arriving at the roof level. Suddenly all the saw cuts on boards will change from being simple square cuts, to becoming unfamiliar angled cuts or even complicated compound cuts (where the saw blade is first set at an angle, before cutting the board on a diagonal line too).
This young student, apprentice or temporary laborer might still be in high school, a college dropout or a doctorate of sociology; but the point is that they should have had some math. Enough math probably that when they see so many angles and triangles, that they may attempt to jump right in with the troublesome expectation that their knowledge of geometry and trigonometry will be crucial, or accurate. It won’t be. While education is certainly important even when building; it can also sometimes get in the way. In the real world, builders and fabricators do things differently and they take shortcuts. The student’s education therefore, will be continuing anew on the job site.
The “featured image” above displays an innovative tool known as a “speed square” and a diagram of 12 common roof pitches. But there are much steeper roof pitches not shown, which are seldom used in modern buildings. A “24:12 pitch” or “full pitch” for example would be straight up and down.

Pitch & Slope
Most people could go through their entire lives without making a distinction between “pitch” and “slope”. Even people in the building trade, for the most part assume that the two terms are synonymous. In books, on blueprints or on YouTube videos which purport to be educational; people are still getting it wrong today. Its not a crucial issue, but one that could lead to misunderstandings and errors. Pitch is an older term than slope, and it is a reference which uses the entire span of a roof; not just half the span. Pitch is expressed as a fraction that can be reduced, whereas slope is a ratio traditionally fixed as an expression in ‘inches per foot’. This guy explains the discrepancy well.
The tool in the beginning featured image took the world of carpentry by storm in the 1970s (at least in America and Canada where timber framing is common). The first “Speed Square”®, and the best one still, was invented by Albert Swanson back in the 1920s. It took 50 years to become a widely recognizable and commonplace tool. The carpentry tools that speed squares frequently replaced in construction were the “tri square”, “combination square” and sometimes even the venerable “framing square”. Swanson’s patent eventually expired though, and now the market is thoroughly awash with copycat versions of the original tool. It was not the triangular shape of the speed square that made it innovative, but its markings. Almost all building squares can be used to check or mark square cuts, but not the angled cuts. The “degrees scale” on the square is useful in its own right, but protractors had already existed before. Albert Swanson’s real innovation was in the refinement of a simple “one number strategy”, where when given the pitch (slope rather) – that a single integer between 1 and 10 (usually) would be the only number a carpenter would use on the scale – to initiate all the cuts on a given roof. (Unless it’s a building with an uneven roof pitch, which means two or more pitches in the same roof).

Beyond the common rafters of a roof (each with top cut, bird’s mouth and tail to consider) there might also be hips, valleys, hip and valley jack rafters, cripple jack rafters, dormer rafters, gable studs and collar ties to cut. Each cut unique. It’s up to the carpenter to understand the differences and to calculate the differing cuts and lengths in these boards. Things can get complicated. The elegance of the speed square tool is that once the roof slope was specified or known (assume a 6:12 for example) then all cuts in the roof could be initiated correctly. By holding the square on one number (6) to scribe a cut mark to the board, whether using either the hip & valley or common scales where appropriate. The tool also came with a small booklet of simplified data, used to calculate rafter lengths.

Until recently all speed squares had been beholden to the ‘foot and inch’ of the Imperial measurement system. Now there are metric versions however. Historically Swanson’s “one number method” for layout and marking rafters, used a ratio where the rise could vary but the run was understood to remain a constant 12 inches. The hip and valley ratios though (where the theoretical hypotenuse of the run is longer and offset at 45°) differ by using 17 inches for the run instead of 12”. And almost a century later now Swanson seems to be the first company to adapt its speed square to the metric system. The degree scales between the Imperial and metric versions of the square are identical. At first glance the common and hip & valley scales seem to be identical too, but they are not. On metric speed squares, ratios are based on scales calculated by using (10) decimeters for the common run, and (14) decimeters for the hip & valley run.


The most common roof styles on houses are butterfly, gable, gambrel, hip, mansard and shed shaped roofs. Although attractive, practical and efficient with materials; the hip style roof was once the most common style, but now is rare. The hip styled roof also demands the most skill to cut. Most carpenters working today have never built one either. The reason is that back in the 1950s, someone invented the wooden roof truss. Seventy -five percent of the roofs constructed today use prefabricated roof trusses. Its much easier to have a truckload of trusses delivered; than to measure, cut, and fasten together by hand – each and every board that goes into a roof. But also, the modern roof truss usually represents a more cost-effective and structurally superior method of construction in the long run. Although truss companies can mimic the outward appearance of a hip styled roof, it is cheaper and more commonplace for developers to crank out buildings which feature less aesthetic, gable style roofs instead.

X marks the girder -truss, which here is comprised of 2 trusses with strong cords nailed together; to carry the weight of the common trusses hanging from it.
Before WWII most carpenters still used only handsaws, chisels, block planes, eggbeater drills and bit braces. Although hand held electrical circular saws were being invented and were going through the patent process in the 1920s these tools didn’t catch on or become commonplace until after the Depression and the following War, were over. Even into the 1970s, most carpenters didn’t consider themselves properly equipped unless they carried a couple of handsaws to the job. Hand saws today have largely been replaced by the reciprocating saw. Milwaukee Tool produced the first Sawsall. The first electrical circular saw was a “worm drive” produced by the Electric Hand Saw Co. – which later became the Skilsaw Inc. company. The so-called “sidewinder” or direct drive circular saw was invented by Porter-Cable a little later in the 1920s, to circumvent the Skilsaw patent.

‘There is more than one way to skin a cat’ * <see footnote #3>
Getting back to the beginning “featured image”: the “speed square” was not the first tool or scribing square to cause excitement in the microcosm of American construction. The “carpenter’s framing square” was. Two centuries ago. Then a century later the idea of stamping onto that square, the pre-calculated tables for just ¼ pitch, 1/3 pitch and ½ pitch common rafters proved to be sensationally novel. Builder’s squares of some type have probably existed since before the Pyramids were built. Right angle squares made of wood had existed a long time before 1817 which was the year in which a blacksmith received his patent for inventing the first all metal “framing square”. He had refined his idea from before where he had (over a blacksmith’s forge) welded two steel rock cutting saw-blades together at a right angle. At first, metal framing squares had no markings but later accurate increments in inches were scored along both edges of the tongue (16” long x 1 ½ wide) and the blade (24” long and 2” wide).

As with the later speed square, over the years a multitude of companies would copycat the first framing square; after the original patent ran out. There was a definite need or impetus for builders to find an easier and quicker way to calculate roof cuts. At the turn of the last century several companies were seeking patents just for the useful rafter length tables they were stamping into the center-space of their own tool. When given a known roof pitch and span between walls, such tables were used to draw or tabulate the common rafter top cut, the common rafter lengths, the side cut of the hip or valley, the length of hip and valley rafters, the side cuts for the hip or valley jack rafters and the lengths of those same jack rafters for either 16” or 24” spacing. Some steel squares were even stamped with a scale for octagons and / or decimal tables converting 100ths part of a foot, into inches.

On large construction sites with large work crews, it was (and still is) knowledge that “separates the men from the boys”. In the past it was the worker that taught himself in his spare time, the tricks of using a framing square effectively, who might be promoted to foreman. The others, without that effort to educate themselves, were destined to sweat at more menial labor. The framing square is too large to carry around on your belt or in your nail pouch though, and size is one reason why the speed square replaced the framing square in several roles. There is not enough room to stamp rafter tables onto a standard speed square however. The Swanson Speed Square came with a concise, pocket sized booklet with illustrations, explanations and those important rafter tables.

One place where the 200 year old framing square still outshines any other tool and has no superior modern replacement, is when cutting stair jacks (or runners or stringers). Given any random distance between levels, a builder must ensure that the measurement of each step on a stairway between start and finish, should be as close to as identical as possible. There are building code limits detailing how tall a step can be (7 ¾” max) and how wide a stair tread can be (10” min). There are many other important details germane to building stairs, which will be dismissed for now. Just understand though that the task is not simple and that the antique framing square is still the best tool for the job. In practice a strong wide board like a 2”x10” or 2”x12” would be placed on some sawhorses and then the units for rise & run would be measured and marked before sliding the framing square up or down the board to the next step. This “stepping off ” as it is called would have been used to calculate and cut roof rafters also, if using a framing square which had only ruled edges (no rafter tables).

The proportionality of ‘slope’ works regardless of the unit of measurement used. If the units of measurement were uniform petrified pterodactyl eggs, then roof slope would be calculated as the ratio of : (rise in pterodactyl eggs / run in pterodactyl eggs). For historic (or standard) framing squares and speed squares which use the Imperial “inch per foot” method for pitch (slope), the scale and measurement is based on 12 because there are 12 inches in a foot. The metric scale presents no complication to the concept of slope. Here, slope is understood to be a rise in centimeters over a fixed unit of 10 centimeters for the run. Metric roof slopes are expressed in degrees. A builder says “18° slope” instead of “4:12 slope” although the two are essentially the same. For a construction calculator or square marked in metric, the hip and valley cuts would be calculated by using a ratio in centimeters over a run of 14 cm.

One company purportedly acquired a design patent in 2011 for the modifications it made and the scales that it stamps into the already ubiquitous framing square. <see footnote #1> The stamping on this square claims to be universally applicable to both standard and metric units of measurement (and to provide tables shared by both units – without the need to make conversions). The ‘Chappell Universal Square’ achieves this by decimalizing the inch. Not into just 10 parts (which is hardly a new idea) but into 20 parts. Then each 1/20th mark on the scale becomes .05 inches. Then the ¼ inch mark on a standard scale becomes .25 inches, 1/2” becomes .5” and 3/4” becomes .75 inches. Although the metric scale is not etched into the metal of the blade, the metric user can still easily count units and still use all the rafter tables without needing to convert or make sense out of the imperial units of fractional inches. Besides the speed square (in metric), no one else seems to have made an effort to manufacture a physical tool which caters to the needs of a roof builder using metric. Today’s professional roof builder using metric probably depends upon high-tech calculators and trigonometry. Making the builder resort to trigonometry is what those old Imperial metal carpentry squares tried to avoid.
A very useful source of information concerning framing squares is provided by <this link>.
From that link just provided, was a book published in 1908 named: A Framing Guide and Steel Square, A Practical Treatise (by Dallas Sigmon). Like many other books of that century it had a preamble that encouraged good work ethics and personal ambition. The book contains procedural explanations, charts, general information and auxiliary data. The book also explains how to use the framing square as if it were some forerunner of a slide rule or an electronic calculator. <footnote #2> Simon describes a few ingenious methods to do quick and simple multiplication and division with the framing square. He does not pause to explain why his methods work though, which can be aggravating. But perhaps his teaching method better equips the reader in the long run somehow – for them having to work out the logic for themselves.
Examples: He ask questions like:
“If cloth were 5½ cents per yard, how much would 4½ yards be worth”? And then he explains how to find the answer on the square.
Later Sigmon ask: “If lumber were $24.00 feet per thousand, what would be the cost of 750 feet”? Then he explains what edges of the square to use, what numbers to hold, hypotenuse to draw or scale to use before coming up with the answer “$18.00”.
(Did you notice that price ? Those units are in “board feet” (1” x 1” x 12”) and one thousand board feet makes a fairly good sized bundle. In May 2021 lumber prices were hovering around $1,750.00 per thousand board feet. $1,750.00 is 7291.667 percent of $24 and that is what some people call inflation).

One of the very few illustrations in Sigmon’s book, this one is used to explain how to determine the width of a river. The solution is compelling but is explained very tersely. His text does not tell how he uses his framing square to site his stakes, nor does he describe his “line”(string-line) well, or tell how he is using the square from that line to “square up” the smaller triangle. On the next page though, he better explains how to accurately judge the height of a tree, using similar techniques with a square.

As mentioned before, the hip roofs which were once very commonly constructed in the past, are rarely built today. The mainstream attention has gone to truss-roof construction. Many people that consider themselves carpenters today have in fact had absolutely no experience with roof hips or real rafters. The call for calculating rafter lengths and complicated compound cuts on jack rafters is much less crucial today than it once was. The need for tables differentiating between hexagon and octagon roof rafter cuts is even more rare; yet those tables are stamped into some framing squares.
“Time is money”. Time wasted calculating funky complicated angle cuts – is a loss of money if there is a simpler way to find a solution. Efficiently and expediency are ‘the name of the game’ in professional construction. Builders might be more-so a ‘product of their times’ than the rest of the populace. Once a new tool comes out, they all rush to get one. The framing square saw its heyday come and go. The speed square too is less significant than it once was. But builders still need those physical edges to scribe pencil lines onto boards and other stock, before cuts are made.
Today’s technology being what it is, a qualified builder probably carries a smartphone or a specialized construction calculator in his pocket. He may own a framing square and a speed square both, but probably does not stoop to understanding or using their old fashioned data tables. Naturally these new electronics can be considered to be the more powerful tools in the long run, for having multiple functions and more capability. The notion though that any such modern technology is easier, faster or more accurate to any degree of significance; is misguided. On a roof or on a staircase, if it were put to the test; it is highly doubtful that a modern carpenter using his calculator or phone, could even approach the mensuration productivity of an ancestor who was truly efficient in the use of one of these old squares.
The old bygone contractor in his effort to learn and to understand the tricks of his tool might have also taken more time in his consideration of trigonometric principles than his modern day counterpart does; whom can just punch a button and skip the contemplation. If a modern day contractor depends upon calculators or ‘apps’ to do this thinking for him, let’s hope he never drains his batteries, looses his Internet connection or drops and bust his electronic gadget from some high, partially finished roof.
<footnote #1> * Basically there are two different kinds of patents. Utility patents – which protect functional aspects of an invention; last for 20 years before they expire, or sooner if fees are not payed. Design patents, which protect the aesthetics or appearance of an object last for 15 years and require no fees to maintain.
<footnote #2> * Slide rules allowed people like scientists, engineers, navigators, surveyors, astronomers and others – a method to preform computations quicker (multiplication, division, square roots, cube roots, sines, tangents, etc…… but not addition or subtraction). The logarithmic scale is useful for displaying numerical data over a very wide range of values. Although invented 400 years ago (about 1622) and just a few years after logarithms themselves were invented (1617), slide rules were used by those same engineers and astronomers into the 1970s; before being replaced by computers and calculators. The the SR-71 (fastest jet ever built), Boeing 747, B52 (maiden flight 1952 /will continue as front line aircraft until 2050) and the spacecraft that sent mankind to the moon, were all built using the slide rule.
<footnote #3> * “There’s more than one way to skin a cat”- (several different ways to accomplish same goal) (There is a right way, a wrong way, and the “army way”). This is a very old expression. Though it might offend the sensibilities of some today; there were reasons in the distant past, to harvest cats. They might have been disliked as pest for their howling mating rituals at night, have been associated with witchcraft or harvested like any other domesticated animal for their pelts. Natural gut fiber (which is often called cat gut string) today might be harvested from cow or sheep. But there was a time before steel or synthetic polymers that cat gut string was the best high tinsel strength fiber to use for surgical sutures, violins, guitars, cellos and harps etc.

_ If they sat in non distracted quietness during the recent pandemic, some people might have had time to reflect upon the simpler necessities in life. For example in February 2021, seven million Texans had to endure usually cold weather for a period, without electricity to illuminate or to warm their homes. They had to boil contaminated tap water before they could drink it. Suddenly inconveniences like the unavailability of toilet paper shrunk in importance, compared to simple survival during the dark and bitterly cold nights. A sobering and unpleasant reality check for some no doubt. Elsewhere, society has been in ‘isolation mode’ so to speak. At no time during this pandemic however, has our freedom of mobility, been threatened. Those that can, jump into a car or onto a motorcycle to get outside and to escape the isolation and entrapment of their domiciles. For a century now the automobile has been a symbol of independence and personal freedom.
What if that freedom of mobility were lost or taken away? What if our cars did not work? What if some apocryphal meteorite strike or serious volcanic event changed the status quo? What if China belligerently attacked Taiwan, causing the US to step in; and then multiple preemptive electromagnetic pulse (EMP) weapon strikes from outer space orbits, ensued? Even if not a drop of blood was spilled, if such EMP weapons work as predicted then the electrical grid could be fried and unserviceable for years. Only certain shielded military vehicles or antique (50 yr+) automobiles or farm tractors would be capable of moment afterwards. Two hundred million abandoned and rusting “modern” automobiles would have to be bulldozed off the highways later, assuming the economy ever recovered.
There are 4.09 million miles of navigable roadways across America’s fifty states alone. Millions of people live and commute from many miles beyond the suburbs or boundaries of metropolitan areas. Without the convenience of modern automotive transport, their lives would change drastically. Some people have bicycles. But you can’t pack much freight or haul many groceries home, while pedaling a bicycle. After a suppositional crisis, some innovative people might try to bridle and use the nearest horse or other beast of burden, as their ancestors once did. In most cases innovative and capable young people would need to relearn or completely re-invent ways to bridle, saddle or harness those work animals. Without the pressing stimulus of a calamity however, there should at least be some historical impetus by a few anyway, to maintain a knowledge and familiarity with pre-existing transportation technology. There was more sophistication there than meets the eye.

_ It’s easy for someone to gratuitously boast about today’s new extraordinary technology. They might brag that contemporary technology has explosively expanded in just the recent decades. Modern advancements in medicine, electronics and atomic theory are undeniable, yet these and other achievements implicitly rely upon a multiplicity if ideas and of hard won knowledge, earned by preceding generations.
_ Consider transportation for a moment. Compare then the marvel of mechanical engineering exemplified as the modern automobile, to the lowly horse drawn buggy which it replaced a century ago. A car leans upon a long host of ancillary technologies before it can even begin to preform its own function. Temporarily ignore a car’s electronics & battery chemistry; its internal combustion engine with steel crankshaft, cylinders, pistons and then its petroleum refinement requirements. Let us ponder instead some more primal but critically necessary innovations that the modern automobile inherits from yesteryear’s buggy or wagon.
The wheel is probably the most essential mechanical invention of all time. The wheel is indispensable to some modern machinery (like Swiss watches or for space satellites using CMG gyroscopes), but let us just concentrate upon mechanical wheels for transportation. Long before the invention of the automobile, the wheel had undergone much development. Some of the wooden wheels found on the light horse drawn carriages perfected only a short century ago are in themselves, marvels of engineering.
<Video> 100 Year Old Buggy Wheel Built Incorrectly | Engels Coach Shop
The oldest wheel found by any archaeologist so far, was discovered in Slovenia and estimated to be about 5,120 years old. Approximately five thousand years would pass before the first internal combustion engine powered automobile would haul people down a road. The Benz Patent Motorwagen built in 1885, used three wheels. So chariots and carriages have been using wheels for at least 51.2 centuries, whereas automobiles so far have only utilized wheels for a meager 1.3 centuries. A fifty century difference.


The reader should not dismiss wooden wagon and buggy wheels as being simple and dismissable devices. Those wooden wheels are the culmination of centuries of refinement; and it still requires quality materials and a skilled wheelwright to fabricate a good one. For example the chariots like the one Ramesses II used to scoot around the battlefield with in the 14th century BC, used spoked wheels; which were a great improvement upon what existed before. Yet those early chariots had to come to almost a complete stop before they could be gently turned around. Egyptian chariots could not be turned at speed because, the flexural stresses exerted by the mass of the chariot and contents turning too quickly, would shatter those wheels.

Labourers are shoeing a wheel using hammers and “devil’s claws” to fit a hot metal hoop onto the felloe.
An eon later the Romans (borrowing technology yet again from the Celts) would construct far superior chariot wheels by mounting hot, wrought iron tires. While iron tires were initially intended to protect the wheel’s surface from road wear, the process of fitting ‘tyres’ tightly so that they would stay on and stay put, also deformed and substantially strengthened the wheel. As the iron hoop cooled – it constricted, binding the components into a stronger cohesive unit. Effectively the constriction if done right, pulls or presses the felloes, spokes and hub very tightly together, but in so doing usually causes the wheel to assume a dish or concave shape. The compressive, flexural and even tensile strength of such a wheel are then dramatically improved. Most wooden spoked wagon or carriage wheels made to this day, will sport similar concave or dish shaped profiles for this reason. Strength.

Examine the similar disk shaped concavity of the wheels. The apparent “toe-in” of the wheels is a result of axle design – that brings each spoke perpendicular to the road as it begins to bear weight.
There were other important innovations which automobiles inherited from coaches and wagons. Rubber tires, spring suspension and luxurious padded upholstery were all invented for carriages and coaches; long before working automobiles were ever imagined. Ornate coachwork, traffic horns, illuminating carriage lamps, and convertible or landau tops; are all embellishments that modern automobiles would inherit, not primarily inspire. Even the paved, hard-packed road surfaces that today’s automobiles urgently require in order to function, were previously inspired by generations of wheeled, horse drawn coaches.
Surprisingly, pneumatic tires using rubber were created and used before solid rubber tires were. The whole history of rubber seems a bit convoluted and unclear though. About 3,000 years ago the “Olmecs” of pre-Columbian Mezoamerica were playing a ballgame using an elastic rubber ball made of boiled tree sap. A different tree sap from the “India rubber tree” (Ficus elastica) from Southeast Asia, was once used as a lesser source of rubber by the Chinese. Then there is the once famous “Gutta-percha” tree from Malaysia who’s latex can produce either an elastic rubber-like polymer or a hard natural thermoplastic. Christopher Columbus might have been the first European to bring news or samples of the latex called caucho or caoutchouc (natural or Amazonian rubber) back from the Americas.
The western world had known of the existence of natural rubber for a couple centuries before they started importing the curious tree sap in any quantity. It was a gum, it was a glue, it stretched, it bounced back and it was waterproof. Early in the 1800’s, multitudinous would be inventors were searching for commercial uses for the flexible novelty. Some short lived rubber companies were formed; that made life preservers, rubber shoes, garter belts, doped water-proof tarps and clothing and so on. A cotton fire hose lined with soft rubber was invented in 1821. But these products were ultimately disappointingly unsuccessful because the physical characteristics of raw rubber changed with the climate. In cold weather raw rubber became rock hard and brittle. In hot temperatures raw rubber would turn into a gooey, sticky mess.
After many trials and tribulations Charles Goodyear was the first to partially succeed in solving the conundrum of rubber; but it bankrupted him. From 1831 to 1839 he was obsessed with rubber. His mixtures of raw rubber with quicklime, magnesia powder and nitric acid, showed some promise. The best solution though came by accident, when he dropped a blob of raw rubber mixed with sulfur onto a hot stove. Goodyear and employer/partner Nathaniel Hayward share an 1839 patent for “vulcanized rubber”. A few years later in 1844 Goodyear gained another patent – for the perfection of the vulcanizing process; by using mechanical mixing to replace the need for solvents.
By the time Robert William Thomson patented the first pneumatic tire in 1845, Goodyear’s vulcanized rubber was already appreciated in Europe. In his patent applications Thomson mentions using either sulfured caoutchouc or gutta-percha to rubberize a canvas belt, which would function as a tube or air bladder. (Some collapsible canvas fire hoses are made the same way today – with a rubber lining on the inside). The rubberized canvas – “elastic belt” was enclosed within a strong outer casing or sleeve of leather which was actually bolted to the wheel itself. Thomson’s “tyres” or “Aerial Wheels” were demonstrated on coaches and carriages in 1847, and worked very well. They were just too laborsome to make inexpensively and too novel an idea to catch on at the time. Thomson’s invention might be called “pneumatic leather tires” rather than rubber ones. Forty years later John Boyd Dunlop would patent the first “pneumatic rubber tire” in 1888; intended for bicycles – not automobiles. Solid or “hard” rubber tires in the meantime were certainly an improvement over iron tires, and had already been in use for couple of decades before pneumatic tires appeared in number.

* G.F. Bauer registered a patent for the first wire tension wheel spoke, in 1802. The first all metal tension wheel was patented in 1869 by Eugene Meyer. The first patent for “rubberized wheels” was granted to Clément Ader in 1868. The first “velocipedes” with wire wheels and hard rubber tires, generally began showing up after 1873.
By the time the American “Rubber Tire Wheel Co.” was established in 1894, the English had already been importing mass manufactured wheels mounted with solid rubber tires; across the ocean, for several years. But those tires were glued onto the wheels, and eventually slipped off. Still, on brick or cobblestone roads; rubber tires absorbed vibrations much better than iron tires and made the carriages pull a little easier too.

The Rubber Tire Wheel Co. (soon to become Kelly-Springfield Tire) invented and patented a superior way to mount a hard rubber tire to a wooden wheel and make it stay.
– In 1869 Benjamin Goodrich bought the Hudson River Rubber Company and moved its assets to Akron, Ohio to form the BFGoodrich company in 1870. Fist concentrating on improved fire hoses and rubberized belts for industry and agriculture, to eventually pneumatic bicycle and automobile tires by 1896. The company was certainly helped by Henry Ford’s decision to source his first tires from them.
– In 1871 the “Continental-Caoutchouc– und Gutta-Percha Compagnie” was founded in Hanover, Germany; and would concentrate on the fabrication of soft rubber products, rubberized fabrics and solid tires for carriages and bicycles. It would merge with other rubber companies and become known as “Continental Gummi-Werke AG”. The company (now called Continental AG) would acquire General Tire in 1987 and become the 4th largest tire maker in the world today.
– Back in 1872, the tire maker known today as Pirelli, was founded in Milan, Italy. Giovanni Pirelli initially specialized in rubber products such as insulated wire cables, solid tires and curiously scuba diving rebreathers. Pioneering diving engineer Henry Fleuss would patent and fabricate a working “self-contained underwater breathing apparatus” (SCUBA) in 1878. His apparatus required rubber for the face mask and breathing bag, and would use fabric soaked in potassium hydroxide (caustic potash) to act as a filter to scrub or separate the oxygen exhaled from a diver’s breath – and then re-circulate it. In 1878!
– In 1889 the Michelin brothers of France, improved the pneumatic bicycle tire by designing one that wasn’t glued on, but could be easily removed (Dunlop’s invention was only a year old at the time). The brothers had inherited a family company on the verge of insolvency, which had been making some vulcanized rubber products for farm equipment. BFGoodrich and Uniroyal were absorbed by Michelin in 1990, and today it is the largest tire manufacturer in the world.
– In 1892 Uniroyal Inc. (United States Rubber Company before 1961) was formed by the merger of nine smaller rubber companies in, Naugatuck, Connecticut. At first the company focused on rubber-soled shoes and canvas-top “sneakers”. Years later a scientist employed by the company invented “Ameripol” (a cheaper version of synthetic rubber) that greatly assisted the allied war effort in WWII. Uniroyal was purchased by Michelin in 1990.
– In 1894 the Kelly-Springfield Tire Company (owners Edwin S. Kelly with Arthur W. Grant, both citizens of Springfield, Ohio) was launched as a firm initially named “The Rubber Tire Wheel Co.”. The company was intimately associated with quality solid rubber tires for coaches and buggies, sold to an American market. In fact Grant and Kelly patented a product that would stay on the wooden wagon wheel, when other tires eventually slipped off. Their design included a metal U-shaped channel that was bolted to the wooden felloes of wheel. Then strong wires running in channels inside the rubber tire, were drawn tightly and fixed to hold the rubber down. In 1899 The Rubber Tire Wheel Company was sold and renamed “Consolidated Rubber Tire Company”. By 1914 the company was also making pneumatic tires and was again renamed to “Kelly-Springfeld Tire Company”. Kelly-Springfield was absorbed by Goodyear in 1935.
– In 1898 “The Goodyear Tire & Rubber Company” was founded, and based in Akron, Ohio. Charles Goodyear’s name was borrowed – he had no association with the company. The company initially made rubber horseshoes, bicycle tires, and solid carriage tires. The Goodyear also made airships (or blimps) and balloons. The company is still independent, still in Akron and is the 3rd largest tire maker in the world at present.
– In 1900 Firestone was founded in Akron, Ohio (like BF Goodrich, Uniroyal and Goodyear before it) and initially began making solid tires that mimicked The Rubber Tire Wheel patent without breaking it. Henry Ford began sourcing his rubber tires from Firestone, in 1906. The Japanese corporation Bridgestone bought Firestone in 1988.
– In 1915 General Tire began life as “The General Tire & Rubber Company”. The company was founded in Akron,Ohio of all places, by a previous Firestone franchise owner and some previous Firestone employees. General Tire was absorbed by the German tire maker – Continental AG in 1987.
– By 1921 there were at least 330 tire companies in the world. This is but a very short list of some of the bigger and more noticeable tire companies. Several of these large successful rubber companies began by making solid rubber tires for coaches, buggies and velocipedes. A bicycle is technically just a special type of velocipede; the first ones being called “safety bicycles” because they were definitely safer than penny farthings. In America the rubber importers that specialized in tires were concentrated mostly in just two locations, where access to shipping lanes was important. First in Naugatuck, Connecticut where Uniroyal was formed by the merger of nine smaller rubber companies, and second in Akron, Ohio – which is not on the shoreline of Lake Erie, but has access to the Atlantic Ocean via the Saint Laurence Seaway. Akron was once a center of airship development (because of Goodyear blimps; and two Zeppelins were built there for Germany) and was nicknamed the “Rubber Capital of the World”.
– In 1931 Japanese tire maker Bridgestone was started up by an owner of a clothing company. His first notion before tires was to dip the traditional Japanese “tabi” socks in rubber so that they could be worn outside as work shoes. Today these are called “Jika-tabi”. The company made tires for the Japanese military during WWII and afterwards made bicycles, mopeds and tires to fit the same as well as motorcycle tires. Bridgestone bought Firestone in 1988 and now the 90 year old company is the second largest producer of rubber tires in the world.

Long before the advent of the automobile, some streets in larger cities might have been cobble-stoned or paved with brick. But the quality of road surfaces quickly diminished in direct proportion to distance from those cities. An unimproved dirt road outside of town usually became a nearly impassable quagmire following a rain, and in winter that dirt road remained wet longer than it would have in warm weather. The Romans realized this two thousand years ago.

There is an old idiom that states: “All roads lead to Rome”. While the expression can have multiple meanings, primarily it was an observation that Rome was the hub of a sprawling road system. The Romans built these quality, hard packed paved roads for sensible reasons; to promote commerce, to allow their legions to travel swiftly throughout the empire and also to occupy or employ their legionaries that might have gone idle otherwise. At its peak Rome had 113 provinces, 372 roads interconnecting those provinces and 29 great military highways radiating from the capitol itself. In fact the Romans constructed some 50,000 miles (80,000km) of superior hard packed roads throughout their empire. Their best paved highways were called “via munita”. The Romans built less expensive gravel roads too, called “via glareata”; most of which are paved over now.
As centuries passed and populations grew, the need for more roads increased. Unlike the wide wheels on wagons used for hauling freight, carriage wheels for hauling people grew progressively thinner and more lightweight. Light weight meant less work for the draft animals and increased speed. Carriage wheels were usually tall too, because tall wheels rolled easier. Affluent travelers riding in quick horse drawn, spring suspended barouches, borughams and cabriolets wanted roads with hard surfaces; for speed and comfort. They did not want their narrow coach wheels to sink down into road ruts or mud.

John McAdam was a Scottish engineer who’s name became particularly associated with road surfaces. Looking for a more economic method to construct hard roads than the preceding Romans or other road builders used, he importantly focused upon water drainage to keep the road surface dry. The “macadam” road that he pioneered and that is named after him even to this day; was built up higher than the surrounding soil, had drainage ditches on both sides and was humped or cambered in the middle. Initially he used two courses of crushed gravel; specifying that the bottom course of gravel be of 3” gravel (depth 8” thick) and the top course of 1” gravel (layer 2” thick). Significantly, the gravel he specified was not just any old round river gravel but specifically crushed gravel; which would compress and interlock together. There were no mechanical rock crushers in those days so teams of laborers crushed the rock by hand, using hammers. Later on other road engineers would add fine stone dust (leftovers gathered from rock crushing) and water to the road top, before using weighted rollers to compress the new surface.

When faster moving automobiles arrived, they sped over these macadamized roads and succeeded in pulling up a lot of dust from the surface. Because of that dust, successive road builders began to apply binders like coal tar, oil, or viscous petroleum tar to the surface of what are still called “macadam roads”. “Tarmac” was originally such a road, with asphalt oil (tar) poured or sprayed over the gravel and then everything covered with course sand or “crusher fines”. Asphalt is the heaviest petroleum fraction, and is the last thing left behind after petroleum distillation. The word tarmac is also associated with airstrip runways, regardless of the paving technique used at airports now. Using heat to make the sludge more viscous, today’s “blacktop” or “asphalt paving” is mixed from fine crushed gravel and asphalt tar, to a uniformity, before being “lay-ed down” and rolled out.
Today we have millions of miles of good hard surfaced roads, leading off in every which direction imaginable. We have developed fast and sophisticated vehicles to exploit those good roads but mainly those vehicles are utterly reliant upon having prepared roads. For travel over worthwhile distances, modern vehicles are simply not optimized to negotiate soft, uncompacted, unimproved dirt. Even the brawniest looking, balloon tired “off-road 4×4” will have a miserable time negotiating mud for any distance. Yet yesteryear’s pioneer wagon, drawn by ox or mules did this successfully; day in and day out. Without roads or bridges or refueling stations, those wagons circumvented rocks and trees, rivers and streams and canyons and mountains.

Just as new developments in automobile technology are shared across the oceans today, wagon technology was shared or imitated between nations in the past, too. In the 18th century there would have been few differences between a freight wagon in France or Germany and a counterpart in America. Passenger carriages however, differed a little more widely. The fancy, ornate carriages like those owned by the elites in Europe were far less common in America because they were impractical, considering the overall lack of decent roads. In America there was not a preexisting road system (often built atop the labor of thoughtful Romans from centuries before) so American passenger coaches and personal buggies were usually less refined and more austere than those in Europe.
Freight

A large, unique type of freight wagon called the “Conestoga” would be developed by German immigrants in Pennsylvania; long before the American Revolutionary War. Like wagons elsewhere intended for freight, the huge Conestogas had no seat or provision for a rider, but the driver, muleskinner (occupational cuss-er) or bullwacker (ox driver and professional cuss-er) generally walked alongside on the left side of the draft animals. Thousands of Conestogas (and wagons copying the style) were made between the early 1700s and the arrival of railroads much later. The typical Conestoga weighed about two tons empty and could carry about six tons of freight. The boat hull shaped “box” of an authentic Conestoga was usually painted blue and the “running gear” and wheels were red. The uniquely shaped box was typically 3’10” wide and 12′ long at its bottom and 16′ long at the top. With its canvas cover included, the wagon stood over 11′ high.
East of the Mississippi river, teams of four to six horses were generally adequate to pull the heavy freight wagons. But west of the Ohio river valley and onward towards the riverfront/ frontier town of St Louis and beyond, mules and oxen soon became the favored draft animals. Mules simply made better draft animals than horses; had more stamina and endurance, thrived on lesser quality food and had less health problems than horses. Indians didn’t care to steal mules either. As a draft animal, a good mule was worth two or three times that of a horse. Mexican bred mules were to become the most desirable and curiously, were generally thought to be more intelligent than others. Likewise oxen (any cattle that have been trained as draft animals) were often preferred by teamsters. An ox was slower than a horse or mule, but day in and day out it got the job done – and for far less cost and maintenance. Oxen became the most common draft animals for pulling freight; simple economics.




After an underappreciated French explorer and frontiersman (Pierre Vial – in the 1790s) pioneered what would become known as the “Santa Fe Trail”, an important pipeline of freight commerce between central Missouri and California would ensue. Following the Louisiana Purchase (1803), the Mexican-American War (1846-1848) and the California Gold Rush (1848 – 1855) the sporadic traffic over the 800 – 900 mile long Santa Fe Trail, burgeoned into a veritable traffic jam by the standards of the day.

The largest and eventually most popular freight wagons used on the Santa Fe Trail were known as Murphy wagons. Theses quality made, heavy duty wagons were constructed of the best materials, by Joseph Murphy of St. Louis. Murphy’s first wagons were freight wagons for the Santa Fe trade, sold @ $130.00 each. They mimicked Conestogas but were made even larger and stronger to haul more freight; instigated by need because of a very high tax imposed upon single wagon-loads, by the corrupt Governor of the Mexican territory at the time. The largest of these wagons had boxes that were 16′ long, 8′ wide, 7′ deep and could easily carry 10 tons of freight. The rear wheels on these wagons were sometimes 10 ft. tall and 8 inches wide to provide more flotation in sandy or soft soils. The Murphy iron tires were made double thick. Teams of at least 12 oxen were commonly used to pull the big wagons.
_* If one were to compare the freight hauling capacity of a modern day “pickup truck” to one of these old fashioned wood wagons – he might be surprised by a few simple facts.

– Forty years ago a “½ ton” truck rating usually meant that a given pickup could accommodate 1,000 pounds of freight (or weight in the back) without breaking. Today pickups are built heavier and stronger and so can usually safely handle payloads bigger than that. The government has specified eight general classifications of trucks based upon what they call GVWR (Gross Vehicle Weight Rating). GVWR is the sum of the truck’s own weight (curb weight) and what it is expected to carry safely (payload). The payloads in GVWR ratings are generally underrated significantly – to err on the side of safety.
– Using the popular Ford F-150 pickup as a typical example of a “full sized”, ½ ton, light duty truck; it would be determined that it fits into Category 2, because of a GVWR floating around 8,500 lbs. The curb weight near 4,900 lbs and the payload nearer 1.4 tons, than ½ ton. A heavier F-250 (¾ ton) pickup might rate right at the cusp of Category 3 with a curb weight of 6,586 lbs, a payload of 2 tons (4,260 lbs) and a total GVWR of 10,864 lbs.
_ So if that conservative estimate of payload for a ¾ ton pickup were bumped up some, today’s heavy duty pickup might be able to handle without breaking; almost one quarter of the weight that an old fashioned freight-wagon (made mostly of wood) was dealing with every day.
On the other side of Santa Fe, using just two wheels to come up from the south, was a different type of freight vehicle called a “carreta”. The oldest road in the continental US is the “El Camino Real” (“The King’s Highway” or “The Royal Road”). The entire four hundred year old – 1,600 mile long route extended from Mexico City to a little northwest of Santa Fe. Only 25% of the route lies within the US boundary. The route was blazed 1581.

Seventeen years later in 1598, Juan Juan de Onate would lead a colonial expedition over the route. Among these first settlers were “129 soldiers and their families, Franciscan friars, farmers, laborers, servants and slaves”. Some 83 primitive and ponderous “carretas” (2 wheeled carts) were used. In the centuries to follow, the large ox drawn carretas and increasingly some mule drawn wagons too, assembled together in Mexico City to form large “conductas” (caravans) for their annual supply and trading trip to Santa Fe and back. Sometimes hundreds of people and thousands of animals would accompany the caravans. Since the one-way trip took about 6 months, the cycle between round trips was probably more like one and a half years. The big ox drawn carts were notoriously noisy; their squeaking could be heard from miles away before they arrived. The primitive wheels were not intended to be removed and there was no metal or grease between axles and hubs to reduce friction.



The “El Camino Real de Tierra Adentro” (the royal road to the interior lands) was closed down for a dozen years, between the “Pueblo Revolt” (1680) and the “Reconquista” (1692). Between the 1770s and 1820s, caravans were conducted by private contractors that preferred to use trains of pack mules, rather than carts or wagons. Before the 1820s, contact or commerce with American colonies had been vigorously discouraged by Spain. When Mexico won its independence from Spain (1821); trading with Americans opened up. New Mexico was only a part of an “independent Mexico” for 25 years. Following the war between Mexico and the US (1846), the 400 mile long American section of the Camino Real down to El Paso at least, saw consistent use of the same large Murphy type freight wagons which were also being used going northward on the Santa Fe Trail. Until the railroad arrived in 1881, anyway.
The “Llano Estacado” or “Staked Plains” is a big 30,000 square mile flat spot between Texas and New Mexico. The plateau might have been named for the long escarpments along its edges or it might have been named for explorers or settlers marking off distances with wood stakes or piles of stone, to delineate boundaries decreed by Spanish land grants.

Irregardless of how the name did originate, it brings to mind a simple way of marking distances that some settlers apparently used. By tying a knot of rope around the rim at one place on a cart or wagon wheel, each rotation of the wheel during travel would leave a mark in the dirt; and meanwhile the rotations could be easily counted. Providing the wheel was of a certain diameter, then relatively accurate measurements of distances could be made. Every furlong in a survey could be marked by stakes or other markers. A pile of white buffalo skulls might have made good mile marker, visible from a distance on the Staked Planes.
* Old Spanish units of length were usually a little shorter than the traditional British Imperial units that Americans still use. A Spanish “vara” in Texas measured only 33 inches; compared to a normal 36 inch “yard”.
* Considering that circumference =[ 3.14159 x d] then a wheel 5.25 ft. tall, would accurately measure the distance of one “rod” (16.5ft.) with each revolution.
* In medieval times, acreage was determined by the amount of soil that a team of oxen could comfortably plow in a day. Since it was difficult to reverse directions with a team and plow, the acre was originally conceived as being a rather long but narrow rectangular plot, rather than being square. The acre was defined as an area one “chain” wide, by one “furlong” (10 chains) long. There are 4 rods in a chain and 10 chains (40 rods) in a furlong (a furrow is long). The rod again being 16.5 ft., meant that the idealized acre (1 chain x 10 chains) or (4 rods x 40 rods) equaled (66 ft. x 660 ft.) or 43,560 square feet. Also: there are 8 furlongs to the mile and 640 acres to the square mile.

In the 19th century there were literally thousands of different wagon and coach makers in America. Some of the wagon manufactures worked out of little more than small blacksmith shops but about 20 or 30 of the larger wagon companies employed hundreds or even thousands of workers. America needed and therefore built more wagons than any other country during the 19th century. Immigrants flocked to the nation by the millions because of the perception that a continent full of empty land was free and available for the taking. But becoming a pioneer and preparing for a long, perilous overland journey required a sobering investment in both time and money saved. Dependable wagons and draft animals were hugely expensive investments for families that might have earned less than $30 income per month.

Between the 1840s to the 1860’s the “Oregon Trail” was a trip through the wilderness made by perhaps 300,000 to 400,000 people. It took about four to five hard months to complete the 2,170 mile journey (from Independence, Missouri to Oregon City, Oregon). It should be safe to say that tens of thousands of “prairie schooners” made the trip. A prairie schooner or “covered wagon” was a uniquely American style of wagon. It was generally like a Conestoga wagon but cut-down to about half that size. Since wagons were made by many different makers, they varied some in shape and feature and durability. When investing in a wagon for crossing the wilderness, the smart buyer would no doubt have chosen one that could serve as a dependable tool once the final destination was reached.


A typical prairie schooner-covered wagon could carry about 2,500 pounds of cargo and still be pulled by 4 to 6 oxen. Large diameter wheels in the back made the wagon easier to roll over obstacles like logs, rocks or creek bottoms; while the smaller wheels on the front axle allowed the wagons to turn sharply. The sheets of cotton canvas draped over the wagon tops, looked like ships’ sails in the distance; hence the name ‘schooner’. The cotton duck canvas canopies were usually an undyed natural white (as were most ship sails). The canvas obviously protected food and goods from the elements but it also made a very useful emergency shelter for people.
* The textile term “duck” comes from the Dutch word doek, which refers to a linen canvas once used for sailors’ white trousers and outerwear. * Duct tape, often erroneously called “duck tape,” was nonetheless originally manufactured by adding an adhesive backing to regular cotton duck.



The first stage line in England started up more than 400 years ago. Independent stage lines existed all over Europe and all over eastern America before they showed up in western America. Stagecoach lines were equivalent to the public bus lines of today and in many places they were contracted to carry the mail. “Stages” of course were segments of a route, where every 10-20 miles the coach would stop to rest or exchange horses and people. In the American west or in other remote, isolated locations where people still wanted to travel and could pay, stage lines continued to operate into the 1920’s. By that time rail roads, affordable automobiles and motor-buses, displaced the stagecoaches. Neither did all stagecoaches look as good nor were they as comfortable as those seen in Hollywood’s western films. The Concord coaches seen in most western movies, would have been considered luxurious for their era, and were not as numerous as the less expensive but equally functional vehicles were.



* At one time four different companies made “Concord Coaches” (in Concord, New Hampshire). The best ones were made by Abbot & Downing and their reputation was such that they exported their coaches to places like Bolivia, Australia and South Africa. Beginning in 1827, Abbot and Downing’s coaches were styled from contemporary English coaches, but added several improvements; especially including the suspension of the whole coach body well above the axles – on long leather straps known as “thoroughbraces”. This improved suspension changed a normally bumpy ride into a more tolerable rocking chair like motion.
Whether made by Abbot & Downing or not, coaches from Concord, New Hampshire were made in 6, 9 and 12 passenger seat models. Some models had running lamps and glass windows; those used in the west usually had no glass, but unbreakable leather curtains that could be rolled up or down. The exteriors of these lavish coaches were decorated with custom scroll-work trim and with paintings of landscapes, while the interiors were lined and upholstered with comfortable russet leather or plush (a fuzzy velvet like- nap or pile). A full bodied Concord stagecoach for 9 passengers would weigh 3,000 lbs., carry 4,000 lbs. and cost $1,400. Some of these luxury coaches have been restored or have been protected from the ravages of time; and now outnumber the utilitarian versions that were once more common.



As stated earlier, less comfortable, less expensive and lighter coaches called “Celerity wagons”, “mud-wagons” or “stage-wagons”; would have been drafted to do the majority of work for stage lines.

Another major artery of westward migration was first called “Cooke’s Wagon Road” and later the “Gila Trail”. Pioneers with covered wagons were not so numerous on this route as they were on the Oregon Trail, but thousands of adventurers did use it; especially early prospectors from southern states in a hurry to reach the gold fields in California. The Gila Trail (or Kearny Trail – a military road carved and made wagon passable by Lt. Colonel George Cooke and his temporarily indentured Mormon Battalion in 1846-47) ran about 750 miles from Santa Fe, NM to San Diego,Ca. The Santa Fe Trail and the Gila Trail together (900+ 750 miles) became the primary communication link, stagecoach transportation and freight-supply route back and forth from California to the rest of nation in the east. A route open year around because it did not get blocked by winter snow.
Mail contracts were lucrative and sometimes a more steady revenue than passenger service. See the ***Star Route Service***.
The San Antonio–San Diego Mail Line was the first company to carry US mail from southern California; (in stagecoaches, over part of the Gila Trail) to southern Texas. The “Jackass Mail” operated between 1857 and 1861, took 30 days to make a trip one way. Until way stations were established, the first few mail deliveries were made by pack mule. But as one northern California newspaperman complained, the San Antonio–San Diego Mail “ran from no place, through nothing, to no where”.
Butterfield and Company’s “Overland Mail” carried mail back and forth to California over the Gila trail, on a much more regular basis. From 1858 to 1861 (the beginning of the Civil War) it took an individual letter or passenger (from San Francisco) about 25 days to reach either St Louis or Memphis or vice-versa. The route to either was about 2,800 miles (462 miles from San Francisco to Los Angeles – then about 2,238 more to either St Louis or Memphis (which are north and south of each other, on the same river and about 240 miles apart). A stagecoach in the twice weakly service, averaged 5 miles per hour and covered 120 miles a day. The trip was a physical ordeal for passengers that payed $200 to go west or half that much to return east.
* John Butterfield owned an operated some 40 small stage-lines in the east. His name and reputation would be instrumental in winning the $600,000 US mail contract awarded by Congress in 1857. Butterfield owned only part of the Butterfield “Overland Mail” company; other investors included William F. Fargo and Henry Wells. Butterfield was forced out by Wells and Fargo in 1860 and they in turn were compelled to move the mail and passenger line northward by the impending Civil War.
In 1860 the “Pony Express” was begun to carry mail more expediently from northern California to the east and back. It took 10 days for Pony Express mail to cover the 1,900 miles between Sacramento, CA to St. Joseph, MO. The route roughly followed the Humbolt Trail and part of the Oregon trail. It cost 250 times the normal postage rate to send a letter by Pony Express. The first transcontinental telegraph and arrival of the Civil War, put the Pony Express out of business 18 months later, in 1861.
* The holdings of The Pony Express company were then acquired by Ben Holliday who was able to acquire a postal contract for mail service to Salt Lake City, Utah; and who also established the Overland Stage Route (different route than Butterfield’s route to the south). In 1866 “Wells Fargo Express” purchased the Overland Stage Company from Holliday. Wells Fargo became top dog; owning both Overland stage lines and the mail contracts in the west.
* Wells Fargo & Company became the world’s largest bank in 2015. The next year though it sank to 4th largest (after JP Morgan Chase & Company, Industrial and Commercial Bank of China Limited, Bank of America and Citigroup). Probably because of some shenanigans it pulled. (Wells Fargo created millions of fraudulent checking and savings accounts on behalf of their clients; without informing their clients).

A replica Pony Express “mochila”. Each of the four pouches had a lock hasp and lock.
* Pony Express riders could not weigh over 125 pounds. They rode day or night – nonstop except to change horses, at stations roughly 10 miles apart. There were about 184 stations along the 1,900 mile route; 400 special horses and 80 young riders that switched out every 75–100 miles.

* There was a subtle change some months ago, in the manner that WordPress handled thumbnail enlargements. Instead of presenting full enlargements, they now present smaller, less satisfactory enlargements (to make room for advertising “App Store” and “Google Play” buttons). For the many thumbnails to follow; closing the window and selecting the thumbnail a second time should produce the full picture as intended.
Carriage types
“Buggy”, “coach” and “carriage” are in-specific terms that bring no clear image to mind. Many names in many languages for carriages, have gone unused and are forgotten now. How many once common terms are still recognizable today? What were the distinctive differences between a Barouche, Brougham, Buckboard, Cabriolet, Calash, Dogcart, Governess Cart, Jaunting Car, Landau, One-horse Shay, Phaeton, Sulky and a Surry? Following is just a representative sampling of some of the better known carriages types.
_ A Barouche was a luxury 4-seater, where the passengers faced each other. The carriage driven by a coachman in the back, is open although usually a collapsible half-hood could be pulled up over the back seat.



_ A Brougham was an English, light, enclosed, glass windowed four-wheeled carriage.

_ A Buckboard was a very minimal utility vehicle usually pulled by one horse. Having 4 wheels, a seat and a few boards connecting the two axles together. Unlike other carriages, there were no springs between the axles and the platform of boards. What suspension there was came from the flexibility of the floor boards and (usually) leaf springs mounted under the bench seat. Between the boards flexing and the springs, a ride over rough terrain could get very bouncy (hence buck).
Later wagons might be called buckboards yet have upright boards along the edge of the bed to hold cargo. These later wagons would generally still have no suspension other than the springs under the seat. The buckboard was the forerunner of today’s mini or economy pickup; useful for running into town and back real quick – to pick up the mail, some groceries or something from the hardware store.



_ As stated earlier, “buggy” is a very general term. Usually it means a very lightweight vehicle for one or two passengers and pulled by one or two horses. Some Amish communities today build buggies, which are legally equipped to use today’s road systems. The newest Amish or Mennonite buggies might feature a triangular – slow moving traffic warning sign, reflectors, manual windshield wiper, rear view mirrors, iron axles, drum and even disk brakes and sometimes even a small battery and electrical system for blinking turn indicators and LED headlights.


![]()
_ A Cabriolet was a light two wheeled carriage for hire, that was pulled by one horse. Originating in France the cabriolet was similar to a “Shay” except for the driver or groom which stood or sat overlooking from the back of the cab. The terms taxi-cab and hansom-cab come from the shortening of cabriolet.



_ A Coupe was a stylish carriage with a sloping body style, driver in front, bench seat for two passengers in enclosed cab, with windows on sides and front to look out. Longer and with more visibility than a brougham.

_ Coach has become a vague term, usually meaning any large heavy vehicle intended to carry passengers. A proper “state coach” as used on ceremonial occasions however, were usually heavy and non-maneuverable and therefore ponderous enough to not outpace the footmen that walked alongside them.


_ A Dogcart was originally intended as a lightweight transport for game hunters and their sporting dogs, which were carried in a box underneath the driver’s seat.


_ A Governess cart was a small washtub shaped cart that was safe for a lady to use. With a low center of gravity and with a gentle pony to pull it was unlikely to tip over or to allow young children to fall out.


_ Jaunting car was another 2-wheeled cart, pulled by a single horse; a pleasure vehicle for short excursions. The driver sat forward but the passengers sat back to back, with their legs hanging out over the wheels. Like the governess cart, the jaunting car was once very popular in Ireland.


_ The Landau is a luxury 4-wheeled carriage that is usually open topped, so that passengers can see out – but more importantly so that they (VIPs) can be seen by the public. The landau can accommodate 4 passengers – sitting face to face (vis-a-vis). The landau is similar to a barouche or “victoria” but differs in being a little heavier and more stately; and in possessing a full roof, which can be pulled up to protect the cab.


_ The Phaeton and shay both were stylish and tall wheeled but delicate buggies. Phaetons had 4-thin wheels while shays had only two. In the later part of the 19th century fashionable phaetons and shays were to become very popular runabouts in urban areas of America, where hard packed roads were becoming more common. Requiring usually only one horse, they were very lightweight and fast, but dangerous.


_ The Shay was a 2-wheeled cart that was pulled by one horse. The word “shay” comes from the French word for chair (chaise). What makes the ‘one horse shay’ different than the typical “gig” is that the shay should have a collapsible folding hood (or “calash top”).



_ A Sulky or “spider” or “bike” is a very minimal 2-wheeled cart used in harness racing. Today’s racing sulky has morphed into a low to the ground, small wheeled cart, where the driver sets so close to the back of the horse that he is in a position where he is unlikely to get kicked hard. There are two classifications of harness racing on most tracks; dependent upon the gait of the horses (trotter or pacer). A trotter moves diagonally paired legs simultaneously, but pacers move the legs on the same side of their bodies together. Trotters and pacers don’t compete against each other because pacers are a little faster and trotters cannot be trained to pace. The disposition of a pacer to move its legs in the unusual way it does, has recently been traced to the mutation of a specific gene. A harness race video.



_ A Surrey is a simple English inspired, 4-wheeled carriage with two forward facing bench seats, accommodating 4 people.



_ A Tarantass was a very long chassis style of coach used in Russia. Without using springs, suspension was achieved by the weight of the cab flexing long poles that connected front and back axles.

_ A Troika is less of a carriage type than it is of a peculiar type of Russian, horse harness. Whether a sleigh or wheeled carriage, a troika is distinguished by having three horses harnessed abreast. The center horse is positioned between shaft poles (as would be common for any single horse rig) but in addition might also be harnessed with a breastcollar and a “shaft bow”. The (Baltic) shaft-bow acts like a spring – pulling the shafts outward, theoretically improving workload conditions for the horse.



One particular type of wagon became almost ubiquitous in America before the takeover by automobiles. In an age when more than half the country’s population lived on rural farms rather than in cities, almost every farm in every state – owned a work wagon. Perhaps called a “grain wagon” or a “buckboard”, this plain looking, utilitarian vehicle was the forerunner of the pickup truck. Farm wagons were made by the tens of thousands every year, by multiple manufacturers and often shared ‘off the shelf’ metal components in their fabrication. This type of wagon was still in demand and still being built into the 1940s, because metal was needed for the wartime production effort and gasoline at home was being rationed. Rare was a farm wagon that did not have red wheels. A “mountain wagon” looked similar but was of even heavier duty construction.

The illustrations nearby show wagons with boxes two high (roughly 2 – 2” x12” boards high); but configurations of one box or three boxes were just as common. Attached simply to the bolsters and bolster uprights, these boxes could be removed easily, so that the wagon could be reconfigured. Removing the bed or box would allow the bare “running gear” to haul long lumber or raw logs for example.

The running gear in these illustrations are of a later model Studebaker, which would represent a fairly ideal example of what a wagon with wooden axles and wooden wheels should look like. But the running gear of 20 other farm wagon makers would have looked much the same. *‘Studebaker Brothers Manufacturing Company’ became big after contracting to supply wagons to the US Army during the Civil War. At one point Studebaker was the largest coach-building company in the world. Because they made quality products. A barouche, landau and a surrey in some of the pictures far above for example; were made by Studebaker.

The metal used in wagons and carriages was kept to a minimum to limit weight. Most wagon makers would have sourced some metal components from suppliers or industries that specialized in metalwork. Parts like king and queen bolts, 5th wheel or bolster plates, lag bolts, hub nuts, cast iron skeins and hub boxing inserts. (These parts might have been supplied by metalworking manufacturers perhaps like John Deere & Company; established by a blacksmith who in 1837 pioneered the first self-scouring steel plow. Or metal parts from International Harvester – a company co-founded by Cyrus Hall McCormick – who had demonstrated an influential horse-drawn reaper in 1831). One thing for certain is that before the Civil War there would have been very few if any small town blacksmiths and wainwrights equipped with the expensive lathes needed for turning their own screws or threaded nuts and bolts.

Somewhere back in the 1850s the first iron “thimble skeins” were invented. These skeins (reminiscent of a sewing thimble to fit over a person’s finger) fit tightly and were lag bolted over the end of a wooden axle. The end of the skein is threaded. Running on and contacting the skein would be a metal “boxing” – which was pressed into the wheel’s wooden hub. A wrench would be needed to remove a hub nut and washer, before the wheel could be removed; so that the axle could then be lubricated. When properly lubricated with axle grease the skein/boxing interface produced minimal friction. It’s doubtful if tapered roller bearings would have preformed any better, had they existed.

This very practical German ladder wagon looks like it’s holding a tank for water or possibly milk. With the tank removed the wagon could be used to haul hay, or be reconfigured in several different ways.
_* Friedrich Fischer (German) invented a process for milling standard ball bearings in 1883. Henry Timken (US German immigrant) invented the tapered roller bearing in 1898. The boxing style axle worked just fine though and wheel bearings were seldom used in wagons or buggies even after their invention. Automobiles, yes. Wheel bearings are being used now in most modern buggies however.
Before the 1860s and before the proliferation of thimble skein axles – wagons used what are called “clouted axles” or “lynch pin axles”. A clout was “an iron plate let into the arm of a wooden axle’s underside to take the wear of the box in the revolving wheel”. There might have been a clout inlaid into the top of the wood axle too. So clouting the axle arm was “arming the arm of the axletree with iron plates to keep it from wearing”. A hole was drilled at the tip end of the axle so that a lynch pin or cotter pin and washer, could hold the wheel on. Wagons made from the 1700’s and before the 1860s, also probably had metal boxing in the wheel hubs – to ride on the clouts. Conestogas in the east and prairie-schooners going over the Oregon Trail (1840s-1860s) would have had these lynch pin type axles. Those axles need to be greased frequently, therefore a grease bucket accompanied most every wagon; usually slung from the rear axle.
_* Grease was hard to come by and therefore was used sparingly on pioneering wagons. Usually it was made from saponified tallow rendered from beef or mutton. Pine tar (from the distillation of turpentine) if it could be acquired was often used to preserve the animal tallow grease.

_ In the picture above (a) is a lynch pin/clouted type axle. (b) would be a later, skein and threaded hub nut type hub and axle (incidentally the threads on the right side would tighten in the normal clockwise or right handed twist method, but on the left side of almost all such wagons it was convention to reverse the threads. The theory was – that since the wagon moves forward predominately that counterclockwise threads on the left side, kept the nuts snug and the wheel from falling off). (c) are examples of the very influential “Sarven hub”, patented in 1857. These hubs, sandwiched spokes tightly between flanged collars and by doing so allowed for improved, thinner carriage wheels. Sarven style hubs quickly became dominant and are manufactured today. (d) examples of the “Archibald hub”, also frequently called an “artillery hub”. Archibald hubs look like beefed up and burlier improvements of the Sarven hub but the two might have co-developed at the same time. Stout Archibald hubs along with iron axles are found on almost all US Army wagons made from the 1870s onward. It seems that “artillery wheels” predate both types (Sarven and Archibald) by several decades (e) Hubs from a 1913 Ford Model T; identical in manufacture to some artillery wheels.

Unlike wagon wheels with iron tires that were deformed into a concave dish shape by the shrinking metal when it was cooled, the even stronger artillery wheels didn’t necessarily have that concavity. The way that the hefty spokes were mitered and jammed together tightly in a locking keystone fashion, left no slack in the center. Hot iron tires might have been fitted in the normal manner, but the wheel did not deform. In addition the tires were often bolted to the felloes of these wheels anyway. Artillery wheels needed to be extremely strong. Iron and bronze cannons were extremely heavy. On the battlefield, wheeled cannons were often hurriedly dragged to location by teams of horses and then wrestled into position by teams of desperate men, who often grasped at the wheel spokes to yank a heavy cannon around in the mud. You don’t want such a wheel to come apart in your hands.



Napoleon was employing “shoot and scoot” tactics, using lightweight “horse artillery” some 200 years ago. Of course Napoleon picked up some of his ideas from “Old Fritz” (Fredric the Great) who had created the first regular horse artillery units, a generation before. Differing from regular field artillery that was also horse drawn, horse artillery units were a hybrid of cavalry and artillery. These mobile and fast moving units usually worked in unison with cavalry, lending fire support. Crews were trained to dismount, shoot some, remount and then split as quickly as possible. For example horse artillery could be used to arrive from seemingly nowhere, shoot into and break up enemy infantry formations on the march, which then allowed friendly cavalry to rush in and attack the disarranged enemy. In the meantime the cavalry attack would give the horse artillery the opportunity to pack up and leave.


![]()
Horse artillery units could usually be distinguished from heavier artillery units by the smaller size of the cannon they pulled but also by the fact that everyone in the unit was mounted on a horse. By contrast, in regular field artillery units some of the crew-members rode on the limber or caisson. A limber was a two wheeled axle or cart that the tail of a cannon was hitched to and supported by, during transit. A caisson was a little bit bigger than a limber, and usually could be used as a limber, if need be. A limber usually carried one ammunition box and trailed a cannon or caisson. A caisson carried two ammunition boxes and required its own limber (total of 3 boxes).
Typical support for one field cannon then; was a crew of at least 6 men, one caisson, 2 limbers and 4 boxes full of cannonballs and gunpowder. Emptied of their boxes and other cargo, the limber and caisson combination was frequently used as an ambulance to carry casualties to the field hospital or in recent times to carry caskets in funeral processions.

Some of the prefabricated iron parts that independent farm wagon makers might have sourced rather than forged themselves were the “bolster plates” or 5th wheel. The bolster plate was an evolution from previous and simpler iron straps mounted to the top of the “sand board” and the bottom of the “front bolster”. Eventual improvements to the bolster plates made them round and wheel like, so the assembly became known as a 5th wheel. This was the pivot point that the king pin ran through, where the reach to the back axle connected and where the front axle was allowed to turn. Whether circular or not, bolster plates are often called 5th wheels, retroactively.

 The quick connect / disconnect couplings found on modern highway truck tractors and goose-neck trailers, inherited the “5th wheel” name from wood wagons made 4 or 5 generations ago. The rugged lunntte ring and pintle hook tow hitches used by modern military trucks and off-road enthusiast, were used by horse drawn artillery carriages centuries ago.
The quick connect / disconnect couplings found on modern highway truck tractors and goose-neck trailers, inherited the “5th wheel” name from wood wagons made 4 or 5 generations ago. The rugged lunntte ring and pintle hook tow hitches used by modern military trucks and off-road enthusiast, were used by horse drawn artillery carriages centuries ago.
Miscellaneous images

This illustration was done during the grand opening of the Palace Hotel in San Francisco in 1875. The inset in the upper left of the picture shows arriving or departing coaches in the interior, sky-lit Grand Court entrance. No traffic control in the streets. Several types of carriage are visible outside in the street; including a landau, a barouche, a brougham and a shay.
 There are many different ways to rig effective harnesses. A collar that fits over an animals head and neck, is the soft padding and the second part of the collar system is the hames – made of wood or metal and featuring rings or attachment points for trace lines and other straps. Alternatively a breast collar suspended by a neck strap might carry the pulling load. A small padded saddle suspends the two buggy shafts. Trace lines from the collar pull the buggy but breaching over the horse’s rump prevents the buggy from running into the back of the draft animal on downgrades or stops. Terrets are simply rings on the harness that guide reins. An overcheck or check-rein runs over the top of a horses head while a bearing-rein might run lower at mid jaw; both are intended to control the horses head – preventing it from dropping too far.
There are many different ways to rig effective harnesses. A collar that fits over an animals head and neck, is the soft padding and the second part of the collar system is the hames – made of wood or metal and featuring rings or attachment points for trace lines and other straps. Alternatively a breast collar suspended by a neck strap might carry the pulling load. A small padded saddle suspends the two buggy shafts. Trace lines from the collar pull the buggy but breaching over the horse’s rump prevents the buggy from running into the back of the draft animal on downgrades or stops. Terrets are simply rings on the harness that guide reins. An overcheck or check-rein runs over the top of a horses head while a bearing-rein might run lower at mid jaw; both are intended to control the horses head – preventing it from dropping too far.

 The yellow lines approximately depict the middle mass of a horse, and also the place (at the withers) where additional weight should be distributed. The sulky in the 1st photo is being suspended by, and being entirely pulled by contact with a tight bearing strap and girth. The breast collar on this animal might as well not be there. In the second picture, the jockey maintains a high balanced position above the center mass of the horse. Notice how short (high) the stirrups are. During a race the jockey makes no contact with the saddle seat but rides with his legs. At the start of a race the jockey’s position is shifted far forward while the horse is accelerating.
The yellow lines approximately depict the middle mass of a horse, and also the place (at the withers) where additional weight should be distributed. The sulky in the 1st photo is being suspended by, and being entirely pulled by contact with a tight bearing strap and girth. The breast collar on this animal might as well not be there. In the second picture, the jockey maintains a high balanced position above the center mass of the horse. Notice how short (high) the stirrups are. During a race the jockey makes no contact with the saddle seat but rides with his legs. At the start of a race the jockey’s position is shifted far forward while the horse is accelerating.
All manner of beast have been put to the test as draft animals.

Usually the biggest and strongest animals of a 4 horse or larger draft team, will be at the back, nearest the wagon or carriage. The “wheelers” support the wagon’s tongue or center pole and also commonly carry the only breaching straps. The “leaders” in front seldom support a center pole between them and therefore may or may not have full collars.


Notice above that neither one of the two-eyed Jacks has a mustache. Neither does the “Suicide King”. Notice that the King of ‘Diamonds’ carries an axe. The “Bedpost Queen” is the only queen that faces to her left. These are hallmarks of Cartamundi’s Anglo-American or International classic pattern, the most prolific “classic” pattern being printed in the world today.
Now look for any notable religious symbology on the clothing of those face-cards.
On face-cards, one might have expected to see multiple religious symbols tucked away in the fluff and folds of renaissance period dress, because of the real life longstanding historical association between European monarchies and the Roman Catholic Church. But cards were predominantly about gambling and the church would grow to take a dim view of obtaining money in an easy or immoral way. A deck of cards was a small and conveyable, precious and expensive hand made luxury that was prized by women and idle gentry alike. There was no willful association between the Church and gambling cards – they were at odds. Card printers usually avoided using religious symbols.
If examining general religious symbols and semiotics briefly, one might recognize some familiar icons like the Egyptian ‘Eye of Horus‘, the Jewish ‘Star of David’, or the Taoist (Chinese) ‘Yin and Yang’ symbol. In Christianity the cross becomes a symbol for the religion but an “ikon or icon” is generally not a statue or statuette but a sacred image or painting used in religious devotion. A much younger religion like Islam though has intentionally avoided or prohibited the establishment of icons or symbols – calling such practice idolatry.

By far the most prestigious and influential medieval Catholic military orders were the Knights Templar, Knights Hospitaller and Teutonic Knights. Incorporating different artistic styles in the shape and color of their crucifixion cross symbols, they also wore unique color schemes in their garb to distinguish themselves and their orders. There were many other similar brotherhoods to be established in the years following – but few as successful.
* One thousand years ago, believers being enthusiastically encouraged by the Church to make pilgrimages to the mid-eastern Holy Lands were being attacked, robbed and murdered with regularity.
Between 1096 and 1271 several especially bloody religious wars for control over Jerusalem, ensued between Christianity and Islam. The major campaigns were called “Crusades”. Old history books and encyclopedias usually cited only three proper Christian Crusades to the Holy Lands. But nowadays newer (but farther removed) historians might enumerate more than a dozen conflicts in the middle-east, to count as Crusades happening during that same period instead. By re-defining Crusade to mean most any warlike Christian conflict of note up to the fall of Constantinople (1453), spiritual wars on the remote Spanish Iberian peninsula or even in the lands of present day Finland or Germany are now also included to their long list version of official religious Crusades.
At the behest of the Roman Catholic church in the 11th century, armed and logistically supplied, “military orders” were created and chartered to help protect and attend to those Christian pilgrims exercising their penance (in the form of pilgrimage) and to win back control of the Holy Lands from the Muslims.
* Just imagine how significant an event such a pilgrimage might have been during the primitive living conditions of the Middle Ages. If a pilgrim departed from western Europe – say Paris for example, and walked to Jerusalem that would amount to 1,405 miles to Constantinople plus another 727 miles from there to Jerusalem, as the crow flies (over the mountains). Taking that trip by car today over established and paved roads amounts to a more realistic one-way distance of 3,020 miles (4,871 km). Then there is the return trip to consider, if you survive the first ordeal. Of course the wealthier might have ridden on horseback or by wagon or have gone to Venice to make part of the trip by sea.
After Jerusalem was won following the 1st Crusade, the Knights Hospitaller in 1099 seem to have been the first important military order to have been chartered by the Catholic church. Their mission was simply to care for and defend the sick, poor or injured pilgrims coming to the Holy Land. Our English language gets the word “hospital” from them.
The Knights Templar were established two decades later in 1119. But the founding members of the Templars were some of the very Romanized, Germantic-Franks that had had a big hand in the winning of the 1st Crusade to begin with. The Templars quickly rose to become the most prominent and powerful of the Catholic military orders, but 200 years later they would be unfairly destroyed by “Philip the Fair” and his puppet – the sitting Pope.
The ‘Johnny-come-lately’ but honorable Teutonic Order of Knights were not established until after a century of time had passed following the 1st Crusade. The Teutonic order was also created at a time when the crusader state “Kingdom of Jerusalem” was in exile from Jerusalem (Jerusalem fell to Saladin in 1187). But as time passed and the religious Crusades were abandoned or fizzled out so to speak, the Germanic Teutonic order would for the next several centuries, be a significant factor in the development of Eastern Europe. Members of the Teutonic brotherhood still exist today in a small capacity as do members of some other orders.
All told there were more than thirty Catholic military orders to be established, some older than others. Sometimes the leaders or founders of these military institutions or brotherhoods were often wealthy, equestrian and aristocratic to begin with. These brotherhoods were not private men’s clubs but were kindred in a sense with the companies or corporations of today. These religious organizations provided gainful employment, food and shelter and upward mobility. All during a primitive era when only the eldest sons in large families ever inherited any land or when the few alternative occupations amounted to becoming a monk or tilling the soil for someone else.
So the notion of fairness, nobility, and chivalry – and the icons/symbols representing some of those notions began with the crusades and propagated through the Middle Ages. Remnants and reminders of those fair ideas still appear as flags, on medallions or in churches.

Above is a representative half portion of prominent Christian symbols, which also usually represent the execution apparatus that Jesus was crucified on. No one knows for sure what the real instrument actually looked like. It might have been shaped like a saltire (a “crux decussata“) or a Tau.
*The Latin cross shape is a crux imissa, the common Greek cross shape is a crux quadrata and the crux comissia is shaped like the Greek capital letter “T” or Tau. The crux ansata incorporating a circle is Coptic (African / Egyptian), and the limbs on a crux gamata have feet – swastikas and gammadion shapes which were also used in Christianity, can date back to previous Hinduism and Buddhism symbols.
Christian military orders were predecessors of later “Chivalric Orders” and their accompanying symbols. Chivalric social codes as developed from and for the institution of knighthood, began about the same time as the 1st Crusade. The French word for a knight is “chevalier”; the French word for a single horse is “cheval” and plural is “chevaux”. So the word “chivalry” stems from the French, as do probably many of the notions of how gentlemen should conduct themselves. Consider the historic equine aspect too. Usually only the affluent in medieval Europe were able to maintain horses.

Segar’s Roll is an English roll – of ‘coats of arms’ which dates back to about 1282. This photo above of a 17th century copy of the roll, shows only 20 examples, taken from 212. Listing downward from the top left, the first seven are the names and arms of : Prester John, King of Jerusalem, Emperor of Constantinople, King of Greece, King of Germany, King of France and King of England.
[—————————————————————————————–]
Below is a representative sample of European chivarlic or heraldic symbols.

Source: wikimedia.org : Heraldische Kreuze nach Ströhl (1909)

Naturally, several national flags in the world reflect or resemble some older symbols found in heraldry.

Getting back to Cards
The secular, French-suited, modern International or “classic” playing-card pattern, represents a culmination of several centuries worth of periodic design development and improvement. But there are many other old and/or alternate card patterns. Actually there is an astounding array of variation to be found in alternative card patterns.
The first cards might have been made in China. Other cards were being used in Egypt long before they made their way into Europe by the 1370’s. Soon many differing varieties of cards sprouted up across Europe. The Italians, Germans, Spanish, Russians and even the Swiss – each developed uniquely individual card decks with different characters, different suit-marks and sometimes a different total number of cards in the deck.

At first there were no Queen face cards represented in decks, just males in a hierarchy. Something like a Knight or Bishop was used to occupy rank between the King and Jack/Knave/Page. A 78 card Taro card deck used for gaming in one country might have been used for divination or foretelling the future in another country.
The “Tarocco Piemontese” tarot card deck from northern Italy has a trump card called “the Fool”, which has no relationship to a joker. The two “Jokers” usually found in a newly packaged deck of cards were originally an American addition, for optional use in the game of “Poker” – which also originated in America from the early 19th century.

Some collectors have literally gathered thousands of uniquely individual card decks. Vanderbilt University recently inherited one of the “most complete and scholarly collections” to be found anywhere; consisting of over 1,000 unique card decks. Columbia University’s Rare Book Library has over 6,000 individual decks. According to Guinness World Records : “The record for the largest collection of playing cards belongs to Liu Fuchang (China), with 11,087 different sets of playing cards, as of 1 November 2007”.

The above snapshots are taken from a personal computer that uses Microsoft Windows software. The top set would be MS’s interpretation of a classic deck and the bottom set from a more fanciful or cartoonish alternative deck. Notice that with the Windows classic deck that the Jack of Hearts now has two eyes. The bedpost queen now looks to her right like all the other queens and has only one eye showing. The suicide king (called so because the left hand of King of Hearts usually held a sword behind his head, in the act of swinging) is now holding up some sort of a wand with a jewel and has grown a mustache. Compare the MS version with the more common Cartamundi version just below.

Microsoft was certainly under no obligation to copy the little idiosyncrasies of Cartamundi’s pattern. Perhaps they made changes to avoid copyright issues; who knows.
* Cartamundi Group is a Belgian printing company that was made by the merger of three much older Belgian printing companies, who fifty years ago were trying to stay afloat in a competitive business. By specializing in board games, collectibles, playing cards and packaging the company has become huge. They claim to be “the world’s largest manufacturer and distributor of playing cards and board games” and also that their experience with the printing of playing cards goes back to 1765.
The standard 52-card classic (International or Anglo-American or English version of the French pattern) deck has become ubiquitous worldwide for very plain reasons. Visually both its face cards and pip cards (the numbered cards) are quickly interpreted at a distance, at a glance or upside down. More important historically, the pattern facilitated legible printing.
Before 1440 or thereabouts, all playing cards had to be made by hand. They were drawn, painted, trimmed and adorned by hand. The arrival of the Gutenberg printing press not only facilitated the distribution of affordable bibles, but of playing cards too. Once a carved woodblock had its ink pressed into the paper stock though, the other colors in face-cards still had to be added by hand. By the 1480s, card printers in France were using brushes to apply colors through separate stencils, which laid over the card. The reason for simple classic suit design is easily understood in light of the printing technology of the period.
Playing cards utilized both 2D imagery and color. Over the centuries, important technological advancements in printmaking were driven in part by the impetus to manufacture and sell playing cards, which were in high demand. A much more thorough explanation of card printing and of card history in general can be found at the website of “The World Of Playing Cards”.

An etching, originally published in an 1851 German encyclopedia named: “The Iconographic Encyclopaedia of Science, Literature and Art”.
As the carving done to woodblocks became more intricate, woodblock printing hit a roadblock. A wood medium allowed the carver to cut only a limited amount of detail. Luckily the process of etching on metal sheets (plates) was developed in the early 16th century (1515). Etching basically involves smearing a wax over a sheet of metal and then scratching a drawing through the wax with a bodkin (nail or pointed etching needle). An acid is then used to eat away at the exposed metal scratches. After the plate is cleaned and the ground (the wax) is removed, then ink can be applied and very carefully wiped off. It is the small amount of ink trapped in the etched scratches and depressions – that will with the help of pressure, get transferred to the paper. As with movable type or block printing both – a reversed or mirrored image is produced.

In the next three centuries to follow, improvements in etching and printing methods would occur that allowed more tonal control and contrast to printed pictures. Mezzoprint (from 1642), Aquatint (1772) and lithography (1796) are all fascinating subjects of discussion and were necessary developments before the first multi-color printing could occur, with chromolithography. More on these subjects some other time.
From the Renaissance period onward, improved printing permitted cheaper, more easily obtained card decks to be available and that then allowed many new card games to evolve. Those card games were first and foremost about gambling: the risk and recreational chance of easy money and by association, sex. “Crucially, playing cards held more appeal for women, and associations between card play and seduction became widespread throughout European literature and painting”.
Night life being what it was then (before electricity, Internet or Convid-19 virus), governments soon became jealous of the large sums of money changing hands from gambling. To ‘get a piece of the action’ governments either taxed cards or printers directly, taxed indirectly the paper used or flatly seized all production of playing cards and then monopolized that printing for itself. Woe to printers of counterfeit, unstamped cards. To make income for his government the 17th century monarch French King Louis XIV turned his whole sprawling Palace of Versailles into one vast and profitable, card-playing casino.
* Most classic card decks have an ‘Ace of Spades‘ that displays a more ornate or elaborate center illustration, than do the other aces in the deck. That’s a reminder that in years past that newly printed card decks were taxed by the government. The Ace of Spades was stamped to legitimize the deck and show that the government’s tax had been duly paid.
* The infamous Stamp Act of 1765 passed by the British Parliament was unpopular enough to be instrumental in causing a revolution. It was a direct tax imposed upon the America colonies for printed goods; like newspapers, almanacs, pamphlets, legal papers, cards and dice. The Stamp Act “required that many printed materials in the colonies be produced on stamped paper produced in London, carrying an embossed revenue stamp”.
Gambling became important enough that people began to analyze and study the factors of chance.
Probability is the usage of math to determine how likely an event is to occur. The basic probability formula is very simple: probability = target outcomes / total outcomes. Since the numerator is always smaller than the denominator in probability problems, dividing the fraction yields a decimal result that always ranges between 0 and 1. To express probability as a percentage that decimal is multiplied by 100.
A coin has only two sides. Flip a coin in the air and when it lands it can come to rest one of two ways; heads up or tails up. Here there are only two possible outcomes. If (A) = “heads up” then the probability of that result happening is: P(A) = 1 / 2 (total number of possibilities) or 0.50 or 50%.
A basic probability formula is often written as:
P(A) = n(E)/n(S)
Where,
If you were to toss a coin in the air 100 times and keep track of the way it landed each time, you might discover that it lands 49 times with heads up, or instead your count might show that the coin lands 52 times with heads up. This discrepancy or variation is the “variance” to be expected in a real world (and if 49 and 52 were the real results of testing twice then you could write it as: 50% ±2%).
 The most common type of dice are cubes with 6 sides and each side is marked with a number of pips (dots or dimples). Assuming that a single die can only come to rest in one of six ways then the possibility of any particular side ending face up, is 1/6 or P(1/6) or 0.1666… or 17% (rounding up).
The most common type of dice are cubes with 6 sides and each side is marked with a number of pips (dots or dimples). Assuming that a single die can only come to rest in one of six ways then the possibility of any particular side ending face up, is 1/6 or P(1/6) or 0.1666… or 17% (rounding up).
Most games use two dice however. If for example a player wishes to roll a total of four points from a pair of dice, what are his chances? The answer is 8%. You could safely predict that 92% of the time that the same player must roll any sum, other than 4. How is this prediction derived ?

It was already established that with one die the chance of rolling any particular side up is 1/6. But when 2 dice are used, then the denominator of probability is compounded. Here the probability of one event occurring is multiplied against the probability of another event happening also. There are 36 ways to combine the faces of two dice and the probability of any varying combination of 2 dice = 1/36. But since there are 3 ways to roll a sum of 4 with 2 dice (1|3, 2|2 or 3|1) the numerators are added. P(A) = n(E)/n(S) becomes P(4) = 3/36; or 0.083 or 8%.
Below the 36 different ways to roll a pair of dice are illustrated. One can see that there are more ways to roll a total of 7 than of any other sum. There are 5 combinations that will total 6 or 8, but only one combination (from 36 possibilities) that will yield either “Snake Eyes” or “Boxcars” (a sum of 2 or 12). Such probability is well understood by the “Hazard” player or by the “Craps” player. But the successful Craps player uses a different language and a different arithmetic.

From the chart – the likelihood of rolling a sum of 4; is 3/36. In the game of Craps however this is expressed as “11 to 1 odds” (or written as 11:1). To arrive at this position 3/36 is reduced to the fraction 1/12, and then the “odds” are figured as 11 rolls that won’t come out as 4, against 1 roll that will. Without introducing more confusing examples of this convoluted mental arithmetic, the definition of the word ‘odds’ varies depending on whether “true odds” or “payback odds” are meant, or where the game is played (in the street, at the table or at which casino – because payback odds can differ). If you need to roll a 7 on the next roll to win, the true odds are 5 to 1 against (instead of 3/36 probability). But if you bet $1 and win the roll, the house (casino) pays back only $4. Pay back odds ensure that the house makes a profit in the long run.

* Odds in the world of horse racing are not particularly straight forward either. In parimutuel horse or greyhound racing, the money from all bets is “pooled”. Until the race begins the odds that are posted on a running “tote board” change according to how people are placing bets on different animals. A popular or favored horse is determined by him receiving more bets, the odds against him winning will drop and the payout if he wins will be lowered accordingly because the pot is being divided by more people. Conversely, an unlikely horse will receive fewer bets, the odds against him winning will become high and if he does win the payout will also be high compared to the bet wagered. After the race or event is concluded in parimutuel betting, the “house take” (or race organizer’s fee) and applicable taxes are deducted from the pool first; before the remainder is divided between the winning bettors.
* “Win, Place and Show” bets have separate pools. If you place a bet on a horse to show, you win if he comes in 3rd, 2nd or 1st place.
(using standard 52 card deck)
* Bridge is one of the few games where the 4 suits have rank. Any of the 13 cards in the suit of spades outrank their equivalents in diamonds, hearts or clubs. “According to Hoyle” suits are ranked from high to low: spades, diamonds, hearts and finally clubs. Suits have no special value or meaning in games like poker.

The probability of pulling a red card from a deck is: P(red) = 26 / 52 = ½ = 0.5 = 50%.
The probability of drawing a Queen from a complete deck is: P(Queen) = 4 / 56 = 1/13 = 0.0769 = 8%.
The probability of drawing a face-card from a deck is: P(face-card) = 12/52 = 3 /13 = 0.23 = 23%.
The probability of drawing a non-face-card is: P(non-face-card) = 40 / 52 = 10/13 = 0.7692 = 77%.
The probability of drawing either a diamond or a 6 is: P(diamond or 6) = [13 + (4-1)] /52 = 16/52 = 31%.
Assuming that aces and face-cards are not numbered cards then:
The probability of drawing a heart or an even numbered card is: P(heart or even) = (13 + 15) / 52 = 28/52 = 7/13 = 0.538 = 54%. [ there are 13 cards in the hearts suit; and 5 even numbered cards in each suit: #2, #4, #6, #8 #10. The five even numbered cards in the hearts deck were already counted once – so only the remaining 15 even numbered cards are added to 13 ].
{———————————————————}
How many different ways can you draw 5 cards from a 52 card deck, in no order?

Answer: 2,598,960 ways.
{——————————————-}
* Factorial – signified by the exclamation mark “!” means to multiply a given number by all of the proceeding numerals before itself. For example 5! becomes ( 5 x 4 x 3 x 2 x 1 ) or 120. There is a useful combinations and permutations calculator @ MATHCelebrity.com.
* When order is important then a permutation formula rather than a combination formula would be used. In permutations where placement is a consideration (ABC, ACB, BAC, BCA, CAB and CBA) would all be considered unique and different.
Understanding probability is a useful tool in developing a better strategy to win at games like Blackjack. In a Blackjack game between individuals the deal should periodically rotate between players because dealers have the advantage in blackjack. This inherent advantage is exploited at the Blackjack tables in casinos, where the house controls all the dealing. Of course the casino pays itself a little dividend called the “house edge” with every hand dealt anyway. Even if you win a hand, the table deducts a small cut (say 5%) from the winnings.

* In interpersonal Blackjack games the rules should be agreed to before the game begins. Rules for instance that establish how the dealer should act if or when he draws “a 17” for himself, rules that establish whether or not the dealer wins in a “push” (tie) situation or rules that establish whether or not a player automatically wins when he draws 5 cards without busting.
* Normal Blackjack rules state that dealers should “stand” on counts of 17 but must “hit” any count that is less. But rules for Blackjack vary from casino to casino, even sometimes from table to table in a casino. The rules at one table a might oblige a dealer to hit his own hand if he draws a “soft 17” (meaning an ace and – a 10 or face-card / this situation actually improves the house edge a little).
Probability comes into play when players try to improve their Blackjack betting by keeping track of the cards that have been played and then estimating what is left in a deck before the next deal. There is a basic strategy to be used by a player, that lays out statistically wise actions to be used for certain situations. Beyond that a good player might attempt a version of “card counting” where as an example: each type of card is assigned a value of -1, 0 or +1 and the player keeps a running total in his head. That running total can give the player a useful probability tool which can be used to make profitable bets. Books have been published on the topic. Casinos realize this and change the deck (by piling 5 or 6 decks atop each other in the “shoe” / frustrating an accurate count) or will stop the game or remove the player if they believe that a player is counting cards.

“One armed bandits” or what passes for slot machines in this age of microprocessors and video screens, are notoriously bad gambling propositions from a statistical standpoint. And yet casinos are filled predominately with these machines now. Some people don’t mind being hoodwinked. You can trust in the fact that casinos study human psychology every bit as much as they study statistical probability. Gambling might be shunned by protestant churches because it brings out a weakness in some people and psychiatrists might classify such weakness as “addictive disorder”. But designers of slot machines deliberately make their devices as psychologically addictive as is humanly possible. (Many cell phone Apps are made that way too).
Often these machines are complicated and sport “features that affect the payout of a spin: multiple symbols with different pay scales, wildcards, scatter symbols, free spins, jackpots” etc. One of the major but subtle psychological factors at play is the reliably proven – irregular, or intermittent reward schedule at use. The house edge might range from 1% to an atrocious 15% on identical slot machines in the same room. But just as in some modern bars where liquor is digitally metered and delivered through a hose and spigot instead of being measured in an honest shot glass, the volume or payoff can be adjusted up or down with a few simple keystrokes – when maintenance is preformed.
By way of conclusion, when one studies a classic or International card deck, he or she might erroneously assume that there are hidden symbols of import in the suits and rank of court cards. There are not. Religious symbols abound though and the noble notions of chivalry, courtliness and manhood have long been associated with those old icons and symbols. Cards instead, were mainly intended for gambling. Governments funded themselves from gambling proceeds and from the printing of gambling cards. Proficient gambling or the sponsoring of gambling events successfully, requires study and understanding of statistics and probability.

_ Some of the strongest concrete in existence today was mixed by Roman laborers some two thousand years ago. It has been slowly growing stronger every day. Due to an ongoing “pozzolanic activity” some of this ancient mortar and concrete when used near harbors and docks and seawater, internally continues to grow crystals and to get harder. The saltwater environment is still reacting with lime and a unique volcanic aggregate. A modern day, hydraulic Portland cement-bonded concrete exposed to the same harsh conditions would have eroded and failed a long time ago. Internal iron bars of reinforcement would have forced that failure sooner.
_ Today the modern brick mason generally has only two types of cement to consider; ancient Lime, modern Portland or mixtures thereof. He may use these individually or mix these in different proportions to fit a particular job. When the word “cement” is used today then modern Portland is usually implied; not lime. In truth though, pure dry Portland cement is mostly (about 70%) lime anyway but its chemistry has been changed. It is alumina and silicates from clay, that are added and then burned together with limestone – which will alter and generally improve Portland cement’s behavior.
_ Cement is a hygroscopic or anhydrous powder that is crushed from the burned clinker taken from a kiln. Cement does not constitute a brick layer’s “mortar” or wall plaster or stucco until it is mixed with water and a fine aggregate like sand. Likewise this dry cement powder must be mixed with water and both sand and a larger aggregate like rock gravel to harden into the cementatious matrix we can then call “concrete“. The one common denominator binding almost all construction mortars and concretes together is the special chemical element called calcium. * footnote magnesia cement & dental cement
_ Calcium (Ca, element #20) is very common in the earth’s crust but since it is a reactive alkali earth metal, it is not found in a pure state. The pure metal of calcium was only isolated in 1808 by using electrolysis. The best sources of calcium normally come from rocks, crystals or minerals that are either carbonates or sulfates of calcium; like limestone, marble, travertine, chalk, gypsum, alabaster, caliche, marl and dolomite. Many of these rocks are sedimentary, having been formed at the bottom of ancient oceans, from skeletal debris left by marine organisms that were able to extract calcium from the seawater.
_ A pure chalk or pure limestone is called a “calcite” or “calcium carbonate” and has the formula CaCO3. “Calcination” is derived from a Roman word for the burning of lime. Calcination is the decomposition of calcium carbonate into calcium oxide (lime) and carbon dioxide [CaCO3 > + heat > CaO + CO2]. A calcine is the product of calcination (but the word “calcine” can also be used to describe just about any other mineral product being treated with heat to cause reduction, oxidization or to drive off water).
_ The chemical reaction of a cement with water is called “hydration”(a noun: a name for the act of combining with water). Confusingly similar is the adjective (which modifies a noun) “hydraulic” which implies being moved or effected by means of water. Cement is often characterized as being either hydraulic or non-hydraulic. A hydraulic cement like Portland will set and cure even under water, whereas a typical lime cement will not. To harden a non-hydraulic concrete, it must undergo carbonation which usually means it must be allowed to react with carbon dioxide in the atmosphere.

_ Lime cements can have varied and complex physical natures depending upon what is present when they’re cooked. Sedimentary limestone rock can be almost pure calcium carbonate sometimes (certain chalk deposits in South Dakota, southern Sweden and in England are almost 99% pure). Limestone, chalk or similar calcareous rocks are crushed, mixed with fuel and burned to at least to 900 °C (1,650 °F) to drive off the carbon dioxide. What is created is a caustic and reactive powder called “quicklime” or “burned lime” (calcium oxide / CaO). Quicklime is hygroscopic or very thirsty and was even used as a weapon in ancient times, where it was thrown into the enemy’s eyes.
_ To forestall quicklime’s corruption by air humidity (which causes hard irregular clumps) or before being used as a wall plaster it was usually quenched or “slaked”. Slaking involves adding water (H2O). Slacked lime (Ca(OH)2) can mean either a wet putty or a dry powder which still contains some chemically bonded water. Industry buys and transports it in bulk but dry slacked lime for retail can be purchased in strong bags at everyday hardware or lumber stores. After slacked lime is applied as a cement or plaster most of the water will escape by dehydration. This stabilized lime slowly absorbs carbon dioxide back from the air, creating hard calcium carbonate again. In essence the lime cycles from a rock, to a reactive powder, to a binding paste and then back into a rock again.

* The history of lime is fascinating, but an ample and potentially distracting topic to the primary focus of this post, which is cement. Nonetheless lime is just as important a commodity today as it was historically, although some usages have changed.
_ We don’t physically see it in our glassware or in our refined metals but it was there during their manufacture, being used as a purifying flux. Industry uses quicklime as a catalytic agent to scrub sulfur from smoke emissions too. Lime is used to make both fiberglass and paper. We use it in our modern antacid tablets, in our swimming pools to adjust pH balance, in our blackboard chalk, in our soaps, as a filler in our plastics or as an extender in our paints. Agricultural lime is applied as a fertilizer to acidic soils or to improve the arability and stability of clay rich soils. Underneath many new highways and large buildings, lime is often mixed into the supporting soils to harden them and increase load bearing properties. Lime is often used in hot-mix asphalt where it can considerably improve the longevity of that road pavement. Our water and sewage plants use lime. Lime is the beginning basis for pretty much all construction concretes ancient or modern and today those concretes also just happen to be probably the most popular building material, worldwide.

_ Lime was and still is used to plaster interior walls. Above in the image the “Type S” (for Special) written on the bag indicates that this lime is just one formulation selected from many experiments. At the turn of the 20th century researchers selected these Type-S qualities as being the best formulation for interior wall plaster. “It is a uniquely American product, with much more stringent requirements for masonry performance than those imposed by any other country”.
_ The “joint compound” or “drywall mud” that a modern contractor might purchase to smear onto a sheetrock wall for texture, is this same slacked lime product, but premixed with a little (5% – 15%) hydrated magnesium silicate (talc). But there are many more important uses for lime besides cements and plasters.
_ In previous centuries lime was routinely used around the farm and household as a disinfectant. It was used to disinfect new water wells, old cesspits and outdoor toilets. Lime was mixed with water and sprayed or sprinkled on fruit trees to deter disease and fed to chickens as a calcium supplement to strengthen egg shells. In an age without continuous electrical refrigeration and in months when chickens weren’t laying, raw eggs could be kept fresh for as long as half a year – in lime water. When canning, cucumbers were first drenched in food grade pickling lime for 24 hours and then rinsed, to preserve their “crispiness”. Lime was spread around the floor of chicken coops to control odor and to repel slugs, snails, ants and cockroaches. Lime was spread around the floors of milking sheds and horse stalls to deter foot rot. Lime was fed to piglets as a liquid drench to kill intestinal worms. Because of lime’s antimicrobial properties, humans would use it upon themselves occasionally as a poultice to treat some external infections. For centuries quicklime was used to quell odors and flies at open pit burials or as a sanitary measure over the bodies of plague and cholera victims to keep disease from spreading through the air. Tanneries used lime solutions to cause hair to fall out of and away from the raw animal hides which were being processed to make leather.
_ Whitewash was a simple and almost universally common paint made from lime. In the past it was common for a typical, thatched roofed Irish house to be annually painted both inside and out with whitewash. The floor if made of dirt, would have been freshly dusted with lime as well. Here follows one old whitewash recipe, but there were many others to choose from.

< More lime history>
_ In an attempt to duplicate ‘natural sparkling water’ in 1770, a chemist created the first “seltzer water” by subjecting chalk to sulfuric acid. The resulting carbon dioxide gas was made to bubble up through fresh water, allowing much of the gas to be absorbed into solution. Chalk (lime) is sometimes added to the water in German craft beers to amend and improve their taste profiles.

_ Beginning in the 1820’s, brilliant limelight from crude projection microscopes, outdoor signal lights and magic lamp type projectors would grab the attention of nighttime audiences. Narrow of beams of intense light could fan the night sky or a circle of bright light could be pointed to illuminate only the actors face in a dark theater.
_ This light was created by applying a very hot flame to a source of lime like a stick of chalk, to excite the calcium oxide to a point where it would glow to a white hot incandescence. At first only pure oxygen gas was blown through a flame to hit the lime mineral. Later a fuel gas like hydrogen (derived by electrolysis) or eventually acetylene (acquired from mixing calcium carbide with water) was joined with oxygen to make a hotter flame and therefore a brighter limelight. It would not become economical to produce carbide until the 1890s, so oxyhydrogen lamps would provide most of the limelight until that time. The pluming developed to control these gasses would eventually evolve into the oxygen acetylene cutting torch apparatus that welders use today. Back then they did not have canisters of bottled, compressed gas – they only had bags in which to collect and hold these gases. Operating a limelight projector could potentially result in an explosive surprise.

_ It is noteworthy that the oxygen itself was probably generated by heating potassium chlorate in an iron retort (still). The potassium chlorate itself was produced by passing chlorine gas (collected by electrolysis of saltwater) through hot slacked lime (calcium hydroxide) and then adding potassium chloride (sometimes used as a table salt substitute).
* Even today as back in 1892, the calcium carbide used to produce acetylene gas is first made with coke mixed with lime, inside an electric arc furnace. Six or seven decades later, newer electrical ark lamps would begin to replace the old lime light projectors in theaters, but the expression “being in the limelight” lives on today in contemporary vernacular.
_ The Egyptians some 5,000 years ago were were filling cracks and plastering the walls of Pharaoh’s tombs with a gypsum mortar made with calcined calcium sulfate. Some scholars today theorize that the external facade blocks of the great pyramids were not quarried from natural limestone at all, but instead were made of a high quality man-made limestone concrete. The concretes the Greeks and Romans would later use was mostly obtained from calcium carbonate limestone. It was lime, but especially the volcanic ash and tuff aggregate (used where it was available), that made some Roman concrete unique. The Romans who are regarded as the greatest builders in antiquity used concrete to great advantage in amphitheaters, aqueducts and domes like the Pantheon.

_ The Roman empire was huge and widespread so its best siliceous and aluminous (pozzolanic) aggregate could not be found or transported to every building location. Pozzuoli is a village near the base of the active and very dangerous, volcanic Mt. Vesuvius. Pozzolans are a large class of silica and aluminum containing materials similar to clay minerals or to those original volcanic aggregates found near the Italian village. The pozzolanic reaction occurs when these mineral precursors combine with lime to form calcium silicate hydrates that bind well and set without absorbing CO2. “The pozzolanic reaction converts a silica-rich precursor with no cementing properties, to a calcium silicate, with good cementing properties”. Starting and maintaining the long term pozzolanic reaction requires a high pH of 12 or more and an ample amount of free calcium ion.
* During the Middle Ages if a rich person wanted to construct a new castle in a remote area, his builders would first have been obliged to locate the closest calcareous mineral deposits and then probably erect a lime kiln on the site. The abandoned remains of old style “draw kilns” are sprinkled all over the world. A draw kiln works by gravity. Crushed limestone minerals were mixed in alternating layers with wood or coal and burned for several days before the eventually cooled lime or natural cement clinker could be withdrawn at the kiln’s base.


_ Dolomite is a common sedimentary rock-forming mineral found scattered all over the world. The rock is predominately calcium magnesium carbonate – a type of limestone that has had about half of its calcium replaced with magnesium. The mineral is named after the French mineralogist with the last name of “Dolomieu” who originally identified it. The pale looking Dolomite mountain range in northeastern Italy has an abundance of this pale carbonate rock – dolomite.
_ If Europeans mined and processed dolomite to make natural cement then they usually just called it Roman cement. In America, natural cement made from dolomitic limestone would become very popular in the early 1800’s. Perhaps this type cement was named “natural” after the 1840s to distinguish it from Portland. Near Rosendale, New York and in the general Hudson Valley, deposits of a fine grained – high silica and alumina dolomite would be mined and kilned with great enthusiasm. This superior, natural limestone, hydraulic cement needed no additives. It just needed to be crushed, cooked, kilned or “calcined” to make it ready to use. This kiln dry natural cement was packed into wooden barrels to be shipped both near and far by wagons, barges (on the Erie Canal) and trains when those later arrived. The pedestal supporting the Statue of Liberty, the Brooklyn Bridge and the Unites States Capital building are just some of the landmarks made with concrete from this “Rosendale cement”.
_ Caliche soil is rich in calcium carbonate. Caliche sedimentary rock outcroppings can be so pure that they are mined and calcined into lime or cement right on the spot. Caliche can bind soils, sands and gravels together and so therefore could be considered another type of natural cement.
_ The production of natural cements was necessarily tethered to the locations of a few ideal mineral deposits. Freshly calcined cement is very heavy and very thirsty and it was difficult and expensive to successfully ship in bulk. As a result natural cements relinquished popularity to newly evolving “Portland cements”. Portland cement mimicked the best qualities of natural cement and it could be made in more locations where local sources of lime may have been less ideal, but could be amended. Newly invented, generally continuously running “rotary kiln” technology would contribute significantly to Portland being more affordable than localized natural cements.
_ The Isle of Portland in Dorset, England is home to some ancient limestone quarries and it was from this region that Portland cement gets its name. Since the Romans first quarried limestone there the gray rock used to construct buildings with has been shipped far and wide, even across the Atlantic to the UN headquarters building in NYC. What is referred to everywhere today as OPC (Ordinary Portland Cement) got its start back there from a bricklayer named Aspdin in the 1840s.
_ Pozzolans like that volcanic ash found nearby Mt. Vesuvius are rich in silica and alumina. Clay minerals are also rich in hydrous aluminium phyllosilicates. When limestone is crushed, mixed and cooked along with aluminosilicates (as from volcanic ash, dolomitic rock or clay) the chemistry is changed. When this combination is heated to sintering temperature (without its melting, about 1,450 °C or 2,642 °F) you get Portland cement clinker. Iron oxide is usually added during the process to act as a cost saving fluxing agent, which reduces the absolute temperature necessary to form calcium silicates. The overall color of the final Portland seems to be affected by the iron too. The hot clinker is then taken from the kiln, cooled and crushed and then finished to an ultra fine powder in a ball mill. At this finishing stage other additives might be added. Gypsym (calcium sulfate or CaSO4) for instance is commonly added to Portland clinker in various amounts to control the setup and curing time of wet concrete once it’s poured.
_ During the curing process microscopic crystals containing CSH (Calcium Silicate Hydrate) are formed in an exothermic reaction and continue to grow after Portland cement is mixed with water. This CSH which provides the important binding strength in modern concrete, needs no carbon dioxide to cure. A fact that comes in very handy for wet or under water work or in thick pours like dams where atmospheric CO2 cannot reach.
_ There are many purpose designed formulations of cement. Ordinary Portland Cement (OPC) is what a homeowner might buy and is the common basis for some rarer, specialized cements. Melting bauxite with lime and then adding that to Portland clinker for instance creates a rapid hardening or “High Alumina” cement.
_ In a different formulation certain resins, glues and sodium salts can be added at the clinker stage to improve the freeze/thaw resistance of concrete – called “Air Entraining cement”. This AE admixture creates tiny air pockets in the concrete to give water a place to go during a freeze, so that it can expand without fracturing the concrete.
_ For dams and spillways water repelling chemicals are mixed with OPC to create “Hydrographic cement”. Here a film forming substance such as oleic or stearic acid is added to the clinker to make the concrete less permeable.
_ Colored cements can be created simply by adding different metal oxides. White cement is made merely by omitting iron oxide when cooking Portland. There are also specialized low heat cements (for use in dams), quick setting cements, sulphate resisting cements, low alkali cements, expansive cements (OPC tends to shrink as it dries), oil well cements and blast furnace slag cements.
_ Blast furnace slag is a waste product from making pig iron and it is full of alumina, lime and silica. Since slag possesses some of the very components of Portland cement itself, it can be used to replace up to 60% of the Portland needed to make a concrete. Fly ash is the molten remains of powdered coal that was burned in a power plant to generate electricity. Like blast furnace slag, fly ash is a pozzolan rich in silica, alumina and calcium. Under a microscope fly ash looks like tiny spherical ball bearings. Fly ash contributes to a stronger, more durable, and more chemical resistant concrete mix. Its presence converts more calcium hydroxide (some normally goes unexploited) into durable calcium silicate hydrate (CSH). As a side effect it produces less permeability, retards efflorescence and reduces the likelihood of alkali silica reactivity (ASR) (cracks) in the final concrete. Fly ash improves the workability of concrete, making it easier to pump, place and finish. As a waste product that would otherwise go to waste, using fly ash to replace some of the cement in a pour makes good sense. The use of fly ash reduces greenhouse gasses by extending cement and lessening the amount that needs to be made. More than 12 million tons of coal fly ash go into concrete products each year. As coal burning power plants get shut down though the availability of fly ash will diminish. * If used alone with lime and water, fly ash produces a mortar that is very similar to what Portland would make.
_ The chemicals or materials included in some of the formal specialized cement mixtures mentioned above are only a partial list of the things that can and have been added to concretes and mortars. Cold weather slows hydration and allowing mortar or concrete to freeze would lead to disastrous, crumbling results. Calcium chloride is sometimes mixed into OPC at a ratio as high as 2% – to accelerate concrete’s curing time in cold weather (calcium chloride is an anhydrous salt – sometimes used as a desiccant, a de-icing agent or as a food additive). Concrete can also be amended to cope with cold weather, simply by adding more cement, or by using “Type III” Portland (a “high early” strength cement with finer grind and faster reaction).
_ A normal weight for cured concrete would be about 145 lbs/cu ft or 3,915 lbs/cu yd or 2,400 kg per cubic meter. That weight can be lessened considerably by exchanging some of the aggregate with lighter materials. For example sphagnum peat moss or wood sawdust can be used. These materials would lighten and insulate but would also weaken the concrete unless some reinforcement were included. A better option would be to substitute either perlite or vermiculite as part of the aggregate; both should contribute to a desirable pozzolanic reaction. Just like the Roman ash and tuff, perlite is a volcanic glass that has been ‘puffed up’ like popcorn (with the help of escaping steam when it was created). Its singular white granules are commonly found in bags of potting soil where it’s used as an aerating agent. Vermiculite is a hydrous phyllosilicate mineral (like mica) that expands by exfoliation when it is heated.
_ Adding excess water to fresh concrete or mortar weakens it. Plasticizers are additives that reduce the viscosity and improve the workability of a concrete or mortar without requiring that more water be added. Concrete plasticizers are necessary to achieve maximum strength in engineered applications; especially for precast and prestressed concrete. The reduction in viscosity without adding water, allows for the wet cement to reach into and fill the voids in a concrete form (mold). Rigorous vibration of this concrete as it is being poured helps it move more fluidly in and around metal reinforcement rods and for entrapped air to escape. Lignoslufonates (lignin organic polymers from wood pulp) are common modern plasticizers used to improve the flow characteristics of concrete and retard its curing time. Superplasticizers are improved “high range water reducers” for high strength concrete, that allow the reduction of water content by 30% without affecting workability. The most commonly used or appropriate plasticizer for less demanding situations is often however, just old fashioned lime itself.
* For a period the Romans added blood or milk to their mortars to improve workability (or to make concrete more frost resistant possibly) but they eventually stopped when they determined that these plasticizers weakened the outcome. * Curiously, adding a soap like dish washing detergent to the mortar/stucco being smeared upon a wall will miraculously alter both the mud’s ability to cling and minimize the labor needed to trowel. However the durability of the stucco will be lessened severely.

_ The Romans used some external structural bronze and iron, in the Colosseum but the reinforcement of concrete with internal iron bars was only a bright new idea beginning from the mid 19th century. “Rebar” (short for reinforcing bar) adds tensile strength to concrete which allows for long, weight carrying cantilevered structures to be built. Steel reinforcement was a dramatic innovation that builders in the 20th century used everywhere because they expected the structures built with this material to last for a thousand years or more. It does not. Some steel reinforced buildings, bridges and other structures built 50 years ago or less, already need repair or replacement. Using raw untreated steel inside concrete is a bad idea because concrete is porous and the steel inside will rust.
Even if steel is deeply embedded in concrete, it will still be subjected to moisture seeping in through tiny pores and cracks. The moisture will allow an electrolysis to occur that oxidizes iron and creates rust. Rust upon the steel causes expansion which will then cause the concrete to weaken and crack. This “concrete cancer” is especially quick or noticeable if the reinforcing bars are too close to the surface. Concrete “spalling” refers to surface concrete that has become pitted, flaked, or broken up because of such forces.
Rust Wedge – this impressive picture (from Wikipedia) is dated Feb/10/2012, which is only 3 years +3 months and a few days after the Oct/1/2008 date of the placard on the display.
_ Another form of concrete cancer is caused by alkali–silica reaction (ASR). This swelling reaction happens when reactive silicates in the aggregate interact with hydroxyl ions of alkalies in the cement. A sodium silicate gel is formed that expands and causes cracks.
_ Alternative, non rusting rods for concrete reinforcement are available today, that were not in the past. Some may be regular ferrous rods that were hot-dipped galvanized with zinc, coated with zinc phosphate or coated with epoxy paint. Other solutions involve forging new rods from stainless steel or low carbon/chromium steel. New glass fiber reinforced polymer rods and basalt fiber rods claim to have several advantages over traditional rebar. * The basalt fiber rods are particularly interesting because basalt is not known for having fibers. It’s just a volcanic rock like lava but without so many holes. To get fibers where they did not exist before – the basalt mineral must be reheated to melting point and extruded into long filaments with a specified diameter between 9 and 13 microns. “Manmade fibers with a diameter of six microns or less are considered an inhalant hazard”. * Human hair diameters range between 40 and 120 microns and most humans cannot see anything smaller than 40 microns without a magnifying glass.

_ Fiber reinforced concrete is not as new an idea as some may think. Here again the Romans may have been first when they put horsehair in some of their concretes to control cracking. By the beginning of the 20th century some people were adding asbestos fibers to concrete. During the 1950’s fiberglass filaments were the concrete fiber of choice. Since the 1960s synthetic microfibers of nylon or polypropylene replaced most older filaments. Most recently steel fibers and macro-fibers have burst upon the concrete reinforcement scene. The difference between micro-fibers and macro-fibers is the diameter (one is either less than or more than 0.012” dia.) while steel fibers range between 0.009” and 0.029”. The lengths of these three fiber types will generally range between ¾” to 2 ½”. Mainly these fibers control shrinkage and permeability but most importantly, cracking. Fiber reinforcement is appropriate for flat slabs and for shotcrete as well. Shotcrete or “gunite” is usually blown or sprayed upon curved surfaces (in swimming pools or arched roofs of tunnels) where erecting traditional, straight concrete forms would be complicated. Adding fibers can improve tensile and flexural strength; not so much as re-bar (iron bar) reinforcement though.
_ Compressive strength resist loads pushing against concrete, tensile strength is the resistance of being pulled apart and flexural strength is resisting breakage due to bending along a material’s depth or length.
_ The average modern concrete delivery truck holds 8 cubic yards of concrete and can carry “premix” or the water and dry components separately before mixing them on location, if necessary. Before the first “Ready Mix” delivery trucks were fabricated in 1913 though, it was necessary to deliver all the components by truck or wagon, into separate piles where they were mixed on the job site. Originally the cement component might have arrived in wooden barrels but later, at the dawn of the 20th century it would have been delivered in 94 lb. bags. Why 94 pound bags and not 100 lbs or something else? Because one cubic foot of dry OPC weighs 94 lbs. and concrete even today is usually mixed by units of volume. The expression “5 sack mix” or “6 bag mix” explains how much Portland cement is in a particular concrete mix. A “6 bag mix” means that 6 cubic feet (564 lbs) of cement are contained within a 1 cubic yard concrete sample. A ‘6 sack’ mix is also a strong everyday standard mixture of concrete, with an average compression rating of 3,000 psi (Pounds per Square Inch); which is sufficient for foundations, walls and interior flatwork that will not be exposed to freeze / thaw cycles.
_ MPa (megapascals) is the metric system equivalent measure of compression rating and 3,000 psi equals 20.67MPa. So the 20MPa mix, and the 3,000 psi (or 6 bag mix) will equate to a standard, usually acceptable mix ratio of 1:3:3 (1 part cement, 3 parts sand and 3 parts gravel ). This ratio varies as determined by the application requirements of engineer or architect or by the builder mixing the concrete.

_ The concrete slump test is a simple field test that can be preformed moments after a concrete delivery truck arrives on the job site. A sample of mud (wet concrete) is poured into an “Abrams cone” which has been lubricated with oil. The mud is tamped with a concrete stake and then the top is screed-ed level. The cone is gently pulled up and off the concrete slump and set back down next to it. The stake can be rested on top of the empty cone and the measurement of slump taken.
_ Acceptable slumps for a state or federal highway might be narrowly restricted to between 3/4” and 2” (20 – 25mm), which is a fairly dry or thick mix for maximum durability. A bridge deck with lots of wire and rebar reinforcement in it might allow a little more leeway in the slump (1” to 3” or 25 -75mm). Tall columns and retaining walls would usually have a lot of reinforcement metal in them. The allowable slump should be somewhere in viscosity between 3” to 6” (75 – 150mm) so that with the help of a vibrator the mud can work around all the metal and fill up all the empty voids within a narrow concrete form. Chemical admixtures, air content, temperature and other factors can complicate the test so it is up to the knowledge and judgment of the inspector, engineer or builder to use the mud, add water to the mud or to reject the mud.

_ Similar workability test for concrete like the “Compaction factor” test and the “Vee-bee consistometer test” are conducted in a laboratory rather than in the field. Civil engineers might be familiar with several different concrete test including the ins and outs of a non-destructive “rebound hammer” test used to determine the compressive strength of concrete. For important applications like high rise buildings even the aggregates used in concrete undergo intense scrutiny. Such aggregates are independently tested for strength, hardness, water absorption and even for shape.

_ It is thoroughly possible to build a rock or brick wall with a pure Portland mortar. Or with a pure lime mortar, also. The best mortar mixtures for masonry though usually combines both. Why? The main reason is bond strength. A mortar mix with both Portland and lime creates a higher tensile bond strength than either would alone. As gravity or other forces of nature attempt to pull bricks or blocks apart, the cohesive masonry bond acts to hold or pull them together.
_ Portland mortar by itself makes a hard, brittle and inflexible bond. By adding lime the mortar is made more water retentive, more workable and achieves better contact partially because more air bubbles can escape. In the end the bond is made more adhesive and more flexible. Hydrated lime in a cement mortar mixture tends to seal off hairline cracks at the mortar/ brick or rock interface. This self healing as crystals continue to grow, makes the bonds more water repellent too.
_ Some of the few places that a professional mason might use a pure Portland mortar on stone, would be on horizontal surfaces like stone patios. Water pooling, freeze-thaw cycles and salt (for ice melt) would cause swift erosion for a softer mortar.
_ For economy on larger jobs a professional mason would have sand delivered to the job-site in bulk and would mix his own mortar. A common ratio of 1:1:6 (one part cement, one part lime, six parts sand) would be considered adequate for most vertical masonry walls. Some experienced builders though might prefer a 1:1:4 ratio instead, however. A very strong mortar for horizontal masonry patios, bench tops or table tops would be a 1:3 ratio of Portland cement to sand.
_ For small jobs a mason might just purchase bags of dry pre-mixed mortar. Such products might be labeled Type (M,S,N,O,K). “Type M” is simply 100% Portland and “Type K” is simply 100% slacked lime – so a bag labeled “Mortar” with either of these types is misleading and senseless. “Type O” mortar is a fairly soft mortar of 33% Portland and 67% lime. Type O is fairly rare and would be intended for use on glass blocks. “Type S” is a fairly hard (2,200 PSI) 67% Portland – 33% lime mix used for anything exposed horizontally to the elements. Finally the most commonly used mortar bag mix would be “Type N”. With a hardness of 1,400 PSI, Type N is half Portland and half lime. “This 50-50 mix combines the good qualities of the Portland (strength and fast set time) with the flexibility, permeability and workability of lime”.

_ Grout is a dense fluid that is used to fill the gaps between tiles or the vertical voids in a brick or block wall, to act as a reinforcement. Depending upon the needs of a cinder block walled structure for example these voids might be reinforced with vertical rods of rebar and poured grout, or insulated with granules of vermiculite or some other mineral or simply left unfilled.
_ The drywall, gypsum board, wallboard, plaster board or sheet rock material that covers so many of our walls today didn’t become popular until after WWII. Sure in 1888 an Englishman invented a product named plaster board which contained plaster laminated between layers of wool felt. The paper surfaced product that modern American builders recognize as Sheetrock has existed since 1917. But wasn’t until builders needed to construct miles of “tract homes” for millions of returning servicemen after the war, that wallboard became accepted as common. Before that time most wood framed interior walls were covered in lathe and plaster.

_ A lath is merely a narrow slat of scrap wood that was ripped by saw from a larger board. Hundreds of laths were nailed over the upright studs of a wall, with gaps between the laths. Once the lattice was in place a worker would come along and slather a quick setting lime putty or Plaster of Paris over the slats, anchoring itself as it filled in all the gaps. After the base coat had dried a finish coat, perhaps of a longer setting plaster, would be carefully troweled on. It should be obvious that installing a large sheet of modern, pre-frabicated gypsum board would be much less labor.
_ Today’s drywall panels are created by sandwiching a core layer of wet gypsum plaster between heavy paper (or increasingly fiberglass surface sheets). Gypsum of course is calcium sulfate (not calcium carbonate – lime) and the mineral is manifest in one of three levels of hydration. Like lime, calcined calcium sulfate powder forms a mold-able paste upon hydration that hardens as crystalline calcium sulfate dihydrate and once hard does not easily dissolve again in contact with water. The composition of drywall may differ between makers but the amount of gypsum ranges somewhere between 70 and 90%. Gypsum is cheap to mine, fire-proof, and provides superior sound-deadening properties. Besides gypsum, a sheet of wallboard might also contain wax, boric acid, a chelating compound, plasticizers, starch and obviously paper or fiberglass fibers.

_ It might be assumed that the joint compound used today to tape and seal large drywall panels is just liquefied gypsum. Wall plaster at one time was predominately gypsum but today it is not. Instead, most drywall mud is a putty made of slacked lime. Another surprise ingredient finding its way into drywall mud is hydrated magnesium silicate. This clay mineral better known as talc constitutes 5 to 15% of a given joint compound because its particles lie flat, help prevent cracking and sand to a smooth finish. Besides talc, water and calcined limestone some other things hiding within drywall mud, might include a magnesium aluminium phyllosilicate clay (like attapulgite), expanded perlite and perhaps a thermoplastic polymer like ethylene-vinyl acetate.
_ Plaster of Paris was originally a high quality plaster made of calcium sulfate hemihydrate. This quick set plaster gets its name from some ancient gypsum mines located in the Menilmontant hills of Paris. There are many formulations of plaster but a quick setting plaster is especially useful in its own rite – for making dental impressions, for forming orthopedic cast around broken bones or for molding artwork and decorative details.
More Cements
_ We see the word “cement” being applied to some rarefied compounds that have nothing to do with construction. In the world of dentistry, cements are usually used as a temporary restorative material. Composites and amalgams stay put a little longer. Several of the dental cements are based on zinc: like zinc oxide eugenol, zinc phosphate or zinc polycarboxylate. A glass ionomer cement relies on a silicate glass-powder to react with polyacrylic acid, to create a luting agent (which can bond an orthodontic bracket to a tooth). Since the 1980s calcium phosphate cements have been used to mend bone defects and fractures; largely in the bone tissue engineering and repair of skulls and faces.
* Magnesium cements
_ Magnesite ore (magnesium oxide) deposits in the US are poor in quality and few in number. In Europe too there seems to be little impetus to make cement from magnesite rather than limestone. China seems to be the only country that is actively exploiting magnesium carbonate as a commercial building material. Just like calcium carbonate, magnesium oxide needs to be calcined before it can be used as cement. Today’s most popular exported and domestic magnesium cement products seem to be wallboard panels, door cores and grindstones. The magnesium oxide wallboards seem like a cross between a cementatious tile-backer board and Sheetrock; that can be drilled, cut with a saw or scored and snapped. The panels can be textured or tinted, formulated for use indoors or outdoors and are both fire proof and water resistant. For grinding wheels the attraction of using magnesium oxide as the binder is, that the material discourages heat build up.
_ Sorel cement is named after the Frenchman that invented it in 1867. It is a non-hydraulic cement made by combining magnesium oxide with magnesium chloride. Magnesium oxychloride cement (Sorel cement/ magnesia cement) can stand much higher compressive forces than typical Portland cements but does not like prolonged exposure to water. There is limited interest in mining magnesite and manufacturing with the material. However magnesium oxychloride cement does find its way into some floor tiles, industrial flooring, grinding stones, artificial stones and false ivory.
Wood ash stove putty – (to fill cracks in cast iron stove)
Add enough water to make a paste. The paste will dry hard, but will need to be replaced occasionally.
Fireproof stove cement (for cast iron stoves)
– Mix slacked lime to an egg white until a paste forms. Add iron filings and then apply. Allow generous drying time before heating stove. This cement becomes stronger and more durable with repeated heating.
White china cement
– Add only enough water to a small quantity of gum Arabic to dissolve it. Add enough plaster of Paris to that to make a stiff paste. Apply to the broken edges of china (or similar ceramic). If color is required then pigment can be added to the a wet cement or applied later. This glue makes an almost invisible repair and is very strong but is soluble in hot water.
Lime Mortar Mix
3 parts lime : 1 part Portland: 8 to 12 parts sand
(appropriate for an adobe brick wall in an arid climate)
————————————————-
Adobe brick mix
7 parts clay : 7 parts sand : 2 parts straw : 4 parts water
* Putting straw in an adobe brick is rarely done today, but straw would certainly still serve a useful purpose if the clay content of the soil used was too high and no sand was about to make adjustments. The optimum proportions for adobe bricks or mortar (cob) are about 30% clay and 70% sand. Any more clay would cause cracking in the brick when it dries. Straw if used, should act as reinforcement to hold a cracked brick together. (The Israelites in ancient Egypt were obliged to put straw in their bricks made of Nile river mud, for this very reason. But the Israelites had to buy straw because they had none of their own and Moses squabbled with the Pharaoh over straw in the Bible (Exodus)).
_ Contractors or builders in most (US) states that intend to build domiciles from adobe are required by building code restrictions to use “stabilized” bricks. There are at least two types of un-fired dirt bricks called adobe now; those made the old fashioned way (wet mud in a mold) or those shaped under pressure. Portland cement in small proportion can be used to stabilize either type, but cement seems to be most appropriate for making the moist machine pressed bricks (CEBs or Compressed Earth Blocks). Liquid emulsified asphalt is the dominant material used to stabilize wet-formed adobe bricks. A 4-5% asphalt emulsion will produce a “semi-stabilized” brick, which should ensure protection from rain damage during the drying process. A stronger 6-12% asphalt emulsion will produce fully stabilized bricks that are highly water resistant and can be exposed to the elements with less danger of cracking or erosion.
_ Producing a good adobe brick first requires locating the right soil. In the absence of a laboratory soil sample, a simple sediment test called the “jar test” may suffice. One simply fills a mason jar ¾ full with a sample, then and adds a teaspoon of salt and fills the jar with water. The jar is shaken vigorously for a couple of minutes then allowed to settle. The dirt will settle into layers of sediment with clay on top, silt in the middle, and sand and pebbles on the bottom. An ideal mixture contains between 15% to 30% clay, very little silt, and the rest sand. The best test however is to just make some test bricks. It takes a month to fully dry adobe brick. If a test brick can be handled without crumbling then it may be OK. If a brick can be dropped to the ground from knee height without breaking, then it is a good brick.



* “Asphalt is a dark brown to black, highly viscous, hydrocarbon produced from petroleum distillation residue”. In HMA (Hot Mix Asphalt) asphalt functions as a waterproof, thermoplastic, viscoelastic adhesive”. In other words asphalt is used as another type of binder or cement. Emulsified asphalt is simply a suspension of small asphalt cement globules in water, which is assisted by an emulsifying agent (such as soap). Paving companies buy emulsified asphalt in bulk, by the 55gallon drum. It may be possible sometimes to find smaller 5 gallon buckets of emulsified asphalt in the roofing section of a lumber or hardware store.

*
Two centuries ago ninety percent of the populous had to labor on farms, for the whole of civilization to eat. Only one short century ago, feeding everyone still required the full time labor of half the people alive.
Luckily today a smaller percentage of farm workers is needed to feed the population. Emancipated generations in today’s industrialized nations though, blithely give little thought of how or where their food is produced. In their living memory fresh foodstuff has always been easily obtainable; and for a reasonable price. This convenient condition might someday change.
_ Global population has doubled during the last 45 years. Presently more than 3 billion people are hungry and malnourished as it is. It is estimated that in just a few additional decades the present population will double yet again. Already the planet has practically no more fresh water or arable land to spare for increased agriculture. Decreased grain production due to soil erosion and soil degradation is evident today. The Chinese have reached or exceeded the limits of their agricultural system. In large swaths of United States farmland the groundwater is being overdraft-ed (critical irrigation water is being sucked out of the earth much faster than it is being replaced). Modern agricultural practice is unfortunately overdependent upon the availability of large quantities of oil and natural gas. These fossil fuels are needed to produce pesticides and nitrate fertilizers, power water pumps, tractors, harvesters, trucks, trains and ships at sea. Fossil fuels are running out. Fuel shortages force higher energy prices, which therefore impact directly every aspect of modern agriculture. Then there are potentially disastrous effects of climate change / global warming to consider. All food / any food is destined to become a more precious commodity in the not too distant future.
Milk is an almost a complete food but sometimes milk products might be seen by the jaded eye as being frivolous and expensive luxuries. Apple or pumpkin pies can be consumed without toppings of ice cream or whipped cream. You are not required to put cheese on your tacos or real butter on your muffins. Life would not be the same however without these culinary amenities. It can be humorous to hear a concerned climate activist asseverate that dairy cows are menacing our atmosphere by their production of excessive methane. Some suggest that milk is superfluous food, or that dairy production is unnecessarily “carbon intensive” and is helping to destroy the planet. For a better understanding then of the facts of life, this post investigates some of that which is encompassed by the word “dairy”.

Aside from having hair or fur, of possessing three middle ear bones or of being vertebrates with high order brains; female mammals are uniquely characterized biologically by having the unique ability to create milk from specialized mammary glands. Infants from each and every different mammal species require the colostrum from their mother’s milk, to acquire antibodies critical for their immune system. This first milk following birth is also abnormally concentrated with fats and proteins. What is not immediately digested and absorbed will instead act as a mild laxative to flush bile from a newborn’s digestive tract. Following a few days mammalian milk dilutes in concentration but will continue to transport to babies – generous vitamins, minerals, fats, proteins and essential amino acids. For weeks or even years sometimes, mammal milk continues to feed the developing young until they are weaned. It seems strangely parasitic for one species to steal the infant’s food of another species, yet we humans do that every day.
_ It is easy to understate the importance of milk as a food commodity. Dairy products have become indispensable to modern diets and we often consume these products within processed foods without realizing it too. Milk cows and even milk goats in their prime are walking, breathing, flatulent food factories. Over the centuries dairy cows in particular have been selectively bread to produce abnormal amounts of milk. They excel in processing the carbohydrates produced by plants; those sugars and starches which are ultimately the foundations for all higher foods. Photosynthesis uses sunlight and plant chlorophyll to produce sugars or bigger carbohydrates; then the lactating herbivores eat that and drink water to create milk.
Even one single good milking cow feeding and lactating on a homestead type farm, may produce so much milk in a day that the excess must be fed to pigs and chickens. In one day a good cow in her prime can produce 38 liters (10 gallons) give or take. Such cows are often milked three times in a day. That level of production will taper off though by the end of the season and the cow will need to be re-inseminated (yearly). Making cheese is the most efficacious way to preserve excess milk protein, butter the best way to store surplus milk butterfat. In earlier times more people appreciated these facts of course and therefore placed great value upon having a family milk cow.
_ Milking by hand is slow and tedious. In large dairies milking machinery began replacing human milkers a century ago. Most people today do not have the slightest inclination or land resources or time to personally deal with a family diary animal. Maintaining a milk cow or even a milk goat or two is continual duty and a major responsibility. These lactating mothers need to be pampered and attended to. It is dangerous and painful for milk animals not to be milked regularly and might even cause them to develop mastitis (an udder infection). Presently industrial dairy products are very affordable considering the logistics needed to make them available. Amazingly however, because of economy or tradition or life style choice, a few hardy farmers and pseudo-farmers still choose to do their own personal milking. These people then have the option of experimenting with their own butter, buttermilk, creams, cheeses and yogurts.

_ Raw milk can be physically divided into cream, curds & whey. The fats in fresh raw milk are less dense than the other components and so rise to the surface where they can be skimmed off and collected as cream. The cream can be agitated or churned into whipped cream or butter. By acidifying milk, the main protein in milk (casein) can be coagulated into curds and separated from a translucent liquid plasma left behind called whey. Separated curds, which contain the lion’s share of protein from cow’s milk, are turned into a thousand types of cheese. For each mammalian species the ratio might differ but in cow’s milk, casein constitutes about 80% of the total protein and whey the other 20%. In the past whey was usually thrown away or fed to pigs but nowadays whey plasma often has its remaining solids extracted and dried into a powder called whey protein. Whey protein is actually a combination of four different proteins with fancy names and it’s used in many processed foods or in dietary supplements.
* Milk is an emulsified colloidal suspension (where microscopic insoluble solids are evenly mixed within another substance). The butterfats in milk are triglycerides (the most common type of fat stored in the body, necessary in moderation and consisting of three molecules of fatty acid combined with a molecule of the alcohol glycerol). The analogy of a whole raw egg floating in water is sometimes used to envision this floating fat molecule, which has a triple-layer bonded shell of protein, cholesterol and phospholipids.

The butterfats or cream in raw or whole milk from a cow will annoyingly continue to separate out and float to the top of stored milk. To stop this behavior homogenization was invented. Homogenization is a merely a mechanical process wherein fat globules are broken down into pieces so small that they resist separation and remain in suspension. Milk is forced through a tiny passage at high velocity. Homogenization is beyond the purview of small farms and homesteads because of the high pressures and expensive machinery required. Homogenized milk has a smooth, even consistency and a longer shelf life. In the U.S. there is no requirement to homogenize milk or label it as such, only a requirement to label non-homogenized milk. Bottled milk on store shelves usually sports one of four different color coded labels for sweet milk (Skim milk– 0g fat, 1% milk– 2.5g fat, 2% milk– 5g fat and Whole milk– 8g fat). In these examples, raw milk is skimmed, micro-filtered, pasteurized and homogenized; then afterwards butterfats are added back to the refined milk to meet the specified percentages.
* There is some speculation by experts that homogenization of milk could have some negative impacts on people’s health in the form of heart disease and arterial plaque buildup.
* The term “Whole Milk” in America and Australia means homogenized milk with an average of 3.5% fat content by weight but in Canada the term means an unhomogenized milk.
* Goats milk does not need to be homogenized because the fat globules are much smaller than those of cow’s milk and therefore tend to stay in suspension.
Unfortunately, warm raw milk fresh from the animal is an excellent environment for unwanted pathogens to grow. Around 1864 the famous French microbiologist Louis Pasteur determined that heating raw milk to a specific temperature would rid it of dangerous bacteria. Effective pasteurization can be achieved by heating raw milk to the relatively low temperature of 145º F for a period of 30 minutes. Quicker forms of pasteurization though might be employed in modern dairies, where the same results are accomplished by flash heating the milk for just a few seconds. Brucellosis and tuberculosis are two infectious diseases that can be transported through the animal to raw milk and for which dairy animals are annually screened for by veterinary test, in the U.S. Other bacteria potentially introduced after milking, that can be prevented by pasteurization include diphtheria, salmonella, listeria, staph (staphylococcus aureus), campylobacter, yersinia and E.coli.
Speaking of digestion, most human mammals quit drinking milk after maturity and therefore stop creating the enzyme lactase, which they needed originally as infants to process the milk sugar known as lactose. Lactose (C12H22O11) is a disaccharide which with the help of the enzyme, is cleaved into the two simpler sugars galactose and glucose. If someone is “lactose intolerant” then it means that they are not processing and absorbing the disaccharide as normal in the small intestines and that it is passing into the colon where bacteria work upon the sugar instead. Causing gas, bloating, abdominal cramps, nausea or diarrhea.
* Lactose can be found in a rare few flowers or tropical shrubs but mainly it is a cheap and plentiful dairy byproduct taken from whey after separating casein, when making cheese. Lactose is a cheap sweeter that is also used as a bulking agent, often in flavorings to impart that buttery, cheesy, creamy taste and texture in foods. Not as sweet as sucrose, lactose can still be employed in candies and baked confections to enhance flavor, color and crust browning. In a “milk stout beer” lactose is used as a mild sweetener that remains behind because it is not consumed by the fermentation of beer yeast (saccharomyces cerevisiae) as regular sucrose would be. Lactose can be found in margarine, cream liqueurs, instant soups, instant coffee, instant potatoes, granola bars, pancake mixes, crackers, breads, potato chips and cookies. Lactose can also be found in many medications and in processed meats like sausages, hot dogs and bacon.
* Ripened cheese has almost no lactose remaining because that disaccharide (of galactose & glucose) is converted into lactic acid during the ripening process.
_ Theoretically any species of mammal can be milked if the female is lactating. Vampire bats probably haven’t been put to the test yet but some idle student of science might get around to it. Most mammal species are too wild or ornery to be milked, the milk too full of fat or protein to be palatable or most frequently, the amount of milk acquired too puny for the effort involved. Certain species though like camels, horses, donkeys, sheep, yaks, water buffalo, reindeer and now even moose, are routinely milked.
– Moose milk is more of a novelty than a practicality. The yield is very low, the lactation period short but the milk is rich in the dietary minerals aluminum, iron and selenium.
– Reindeer (Caribou in the West) milk is low in lactose but very high in fat. No other lactating mammal could thrive and make milk at such harsh latitudes. Laplanders domesticated reindeer centuries ago but still have to struggle to extract milk from them.
– Yaks and water buffaloes are cousins of each other and of the domesticated cow. Both produce high protein, high fat milks and exist in environments not successfully exploited by the cow. The yak populates high altitudes in central Asia. Water buffaloes generally inhabit the lower and warmer climates of India, China and Pakistan. Authentic Italian mozzarella (mozzarella di bufala) is made from water buffalo milk, which is higher in milk solids and has a richer flavor than cow’s milk.
– Camel‘s can produce milk while living in almost impossibly hot and dry environments. Milked for a thousand years by nomads like the Bedouins, the yield is low, fat and casein levels are low and until just recently it could not be turned into cheese.
– Horse and donkey milks are low in fat and low in protein. Like the camel, their milk lacks kappa casein which means that it does not clot or curdle and is unsuitable for making cheese. In Tibet or Mongolia locals might drink horse milk fresh or let it ferment into an alcoholic wine known as Kumiss. Donkey milk is far from a novelty. Cleopatra of ancient Egypt supposedly took baths in it. Roman women later followed suit in anticipation of adding luster and youthfulness to their skin. Bath products containing donkey milk can be purchased today on Amazon or E-bay. Maternity wards of hospitals in the nineteenth century routinely used donkey milk for certain children that could not otherwise digest the beta-lactoglobulin from cow’s milk.
– Sheep‘s milk is twice as fatty as cows milk. It may not be very palatable to drink but many fine cheeses like Feta, Ricotta and Roquefort are made from it.
– Goats milk has less lactose than cow’s milk so some people may be able to digest it more easily. Its proteins are more similar to human breast milk than cow’s milk and it has more calcium, magnesium, potassium, and Vitamin C. A milk goat’s daily production might range from just a couple of cups to as much as a gallon (following kidding) and they might lactate for 9 months out of the year.

Many of the foods we consume have diary products in them. Lactose alone taken from whey protein finds its way into many processed foods. Without being noticed sometimes, milk or the cream from milk can still contribute to delicious sauces, salad dressings, dips, pastries and confections. Food products produced from milk include whey proteins and sugars, dry powdered milk and powdered whey, sour milk items, butter and cream products and finally cheeses.
The butterfat content from average raw cow’s milk might range from 2% to 5% and goat’s milk might range from 3% to 6%. The range fluctuates considerably according to the diet and breed of a particular animal. This raw milk may be pasteurized or filtered and sold as is, or taken and turned into fresh whole milk, extended shelf life milk (ESL), ultra-high temperature (UHT) or sterilized milk, condensed/evaporated milk (7.5 – 15% fat), lowfat milk (1.5 – 1.8 % fat), skimmed milk (0.1% fat) or dried into powdered milk.
Some of those milks above can be taken and aged or soured with the help of enzymes from selected lactobacillus bacteria, into products like yogurt, buttermilk, kefir, cheese curd and quarg. Quarg or quark is a Scandinavian or German, acid set cheese made without rennet. It is made by warming naturally soured milk (milk that was acidified by mesophillic – lactic acid bacteria) until it curdles. Yogurt is similar but is heated beforehand to denature the casein proteins to prevent their curdling, before a culture of thermophillic (enzymatic action at higher temperatures) bacteria is introduced. Buttermilk is similar to yogurt in a way, and their cultures can be grown in the kitchen.
Normal old fashioned buttermilk was the liquid left behind after cream was churned into butter. This thin liquid was allowed to sit and ferment (from bacteria already present in the cream) for a time. Alternatively faux or cultured buttermilk – which is the only kind you can buy in a store, is made from simple low-fat or non-fat milk and is then acidified by introducing selected bacteria. Cultured buttermilk is usually a little heavier, a little more sour and more like yogurt than is old fashioned buttermilk. Without owning a dairy animal, a person can still make cultured buttermilk or yogurt at home. The general method is to heat milk up to denaturing temperature (180º F) and then add the appropriate starter culture of bacteria as the milk cools. The “starter culture” can be acquired by online or specialty store purchase, or by using some purchased cultured buttermilk or yogurt themselves – so long as these are plain and pure and do not contain preservatives.
Kefir is a SCOBY (Symbiotic Culture Of Bacteria and Yeast); a low wine made from fermented milk. Kumis or Ayrag is more specifically made from horse milk and is associated with Mongols and related Turkic people who have never been too specific about the exact bacillus used to ferment the wine. Horse milk won’t make cheese because it hasn’t enough casein to coagulate, but it has a high lactose sugar level. “Kefir” could be used to describe a beverage created by a dedicated starter SCOBY and “Kumis” could be used to describe a beverage created with the native lactobacillus from raw milk.
_ * Ayrag should not to be confused with Araq (or Arak) a distilled liquor which turns milky-white when water is added due to the essential oil anethole (see ouzo effect / anise-flavored liqueurs) or Arrack – another distilled, rum like spirit made from sugarcane or coconuts.

Sheep and reindeer milk contains considerably more fat content per unit volume than a cow’s, but at a far less total volume per animal. Even between milking breeds of cattle there is a large variance in butterfat output. A Holstein for instance produces a large quantity of rather lean milk and is the breed of choice for many commercial dairies. A smaller Jersey cow though makes a lot of butterfat and hence might be breed of choice for a family milk cow.
As mentioned earlier commercial homogenization is intended solely for breaking up the butterfat globules so that they do not separate from the liquid and collect at the top. If a farmer was to pasteurize his milk and then store it in a refrigerator, without homogenization a thick layer of cream would form at the top of the container in a matter of hours. He would skim this cream off and save it in a smaller container. Hours or days later another, thinner layer of cream / fat would form. If allowed to go unused such chilled whole (not homogenized) milk would continue to yield cream for a week or more. But that cream is valuable. When enough is collected then the farmer or his significant other would likely then make something useful of it. Sour cream, half & half, whipping cream and butter are all produced from milk butterfat.
Sour cream is very similar to yogurt; one is fermented cream and the other is fermented milk. The other products labeled as creams are distinguished mainly by their fat contents. “Half and Half” contains 12 percent fat. “Light cream” contains 20% fat, “Whipping cream” contains 35% fat and “Heavy cream” is 38% fat. Whipped cream relies upon its high milkfat content to form and hold air pockets, which allow it to firm up or stand up the way it does. This emulsion must be whisked, blended or agitated vigorously to make the fat molecules join. Agitate whipping cream too long though and you end up with butter. The high-fat creams do not curdle as easily as milk and so are preferable for use in hot soups and sauces.

Agitation turns cream into butter. Above are a couple of antique churns. Churning butter was how many children entertained themselves before the advent of TV and computer games. With the help of an electric blender or food processor, butter can easily be made at home from heavy cream (40% butterfat / 60% milk solids and water). Once the butter appears it is strained away from the buttermilk, kneaded and rinsed.
Homemade butter is generally harder and stiffer than the product one would buy at the grocery store. That’s because commercial butter makers dilute their butter with water – to the minimum legal fat content (which is 80% in the USA). Sweet cream butter is simply butter made from fresh cream whereas cultured butter is made from cream that has been allowed to ripen for a couple of days beforehand. Clarified butter has had almost all of its water and milk solids removed. This clarification can be accomplished at home, in a saucepan over very low heat. Once the source of unsalted butter is gently liquefied – the foamy milk solids (whey proteins) are skimmed from the top, the pure butterfat only ladled into another container while the heavier water (obscure/milky looking with casein proteins) is left behind. Gee is an Indian form of clarified butter which has been cooked a little harder and allowed to brown.
*_ Margarine is older than one might think. It was invented by a French chemist at the behest of Napoleon III in 1869 – who was looking for a cheap butter substitute to feed the army and lower classes. At first margarine was a water-in-fat emulsion using either lard (pig fat) or tallow (beef fat). Later margarine was to be made with hydrogenated plant oils and was often called “oleomargarine”. All margarine originally came as white until the 1880’s when margarine makers began dyeing the product with yellow food coloring. In the U.S (specifically Wisconsin) dairymen in the 1880’s complained and were able to get legislation passed to prevent this coloring of fake butter. The Great Depression and shortly following WWII (where real butter was rationed) saw the displacement of animal fats with almost entirely plant oils and the general wide spread acceptance of margarine as a food product.
Today’s polyunsaturated margarine s are made primarily from emulsified vegetable fats. This blog post wishes to avoid the saturated fat, unsaturated fat, trans fat and cholesterol arguments brought about when comparing margarine with butter. Perhaps it is noteworthy in its own right that common houseflies won’t even land upon or attempt to eat the margarine.

Cheese
Raw milk spoils quickly. Originally the purpose of cheese was simply to preserve the proteins from milk. The process of cheese making primarily dehydrates the liquid. To do this the milk is heated and rennet was added. The enzymes in rennet cause the warm milk to curdle or turn semi-solid. This is then strained and separated from the whey. Then these gelatinized curds are pressed to squeeze out remaining moisture and allowed to ripen with age.
The rennet that was predominately used in the past – came from the stomach of a newborn calf or other newborn ruminant (because this had the chymosin, lipase and pepsin enzymes necessary to chemically break down milk). The stomach might have been dried or saved in a jar of brine solution. Either a spoon of rennet brine solution or a fingernail sized amount of dried stomach – were adequate to treat a couple of gallons of milk and make it curdle.
Today most of the rennet used for commercially made cheese, comes from an artificial source known as FPC. FPC (Fermentation Produced Chymosin) is usually made with the help of either the fungus mold Aspergillus niger or the yeast Kluyveromyces lactis (formerly Saccharomyces lactis). It is possible however to cause milk to curdle with an acid, instead of rennet. Cottage cheese and cream cheese are “acid set cheeses” meaning they use no rennet. Instead vinegar, critic acid or lactic acid (itself taken from a another, but soured milk) were used to cause the milk to curdle.
_ A line in the sand will be drawn here. Cheese itself is a fascinating but broad topic. Cheese is fairly easy to make but potentially a complicated subject. As with wine or beer or many other things: consistency and quality control might be difficult to master. If anyone were interested in collecting and preserving food from dairy animals they would likely already be rural farmers or people seeking to live an alternative lifestyle. There are many other questions that could be asked, on the topic of dairy. The answers should more appropriately be printed in physical book form rather than as text view-able only in an Internet web format.
* What are the best milk cow and milk goat breeds? What do dairy animals cost? What are the productive lifespans of dairy animals? What are the particular details of a dairy animal’s reproductive cycle, artificial insemination and vet testing requirements? What is the optimum diet or ratio of water, grass, legume and grain? How important is the lactating mother’s exposure to sunlight? Give more advice and pictorial information of milking by hand and of cheese making.


Above is a little page construction built with the intention of quickly explaining the design elements for one specific type of dome. A physical photograph of this image along with a few other photographs is intended to accompany a disassembled dome kit. To act as a short explanation and little assembly manual for the dome’s reconstruction.
Geodesic domes are curious innovations. The fact that they are strong and can cover a huge volume of space economically, often makes them smartly utilitarian. They are generally not practical platforms to work with however when considering insulated dwellings like homes or offices. Materials for modern construction often come in thin, long rectangular shapes or in squarish block forms that resist adaption to curvature. The chore can be done but details of construction benefiting a personal home like wallboard, cabinetry and trim can become nightmarish for the builder of a proper dome house. Where domes do shine is in expeditiously enclosing a large volume of internal space while using materials frugally. As a result most domes are often spacious but thin walled. Depending upon design and components used they can make good temporary or transportable structures. Many splendidly large domes have been built in the last six decades but unfortunately, of these many have been torn down. Some were built as displays for World Fairs or Expos and still survive in a partially changed or re-purposed state. Other large, pioneering dome examples went neglected and unused until they finally needed to be taken down. Going back to analyze the biggest or most influential domes led to a re-discovery and investigation of the first great, humongous but temporary greenhouse in history. The enormous, awe inspiring and refreshingly fanciful Crystal Palace hosted the “Great Exhibition” (the first World’s Fair) almost 170 years ago.

There is a great number of mathematical ways to for the architect or engineer to vary the arrangement of cross-members in the structure of a geodesic dome. In geometry “geodesic” implies the shortest path between points on a curve. It takes math to predictably persuade straight building materials to intersect with points on a sphere and still maintain uniformity and structurally rigidity. You end up using a lot of triangles. Still, a triangle presents a flat, not curved surface. In geodesics it is expedient to consider a few regular polyhedrons because they come with polygonal faces and unlike the sphere these 3-dimensional solids are conveniently adaptable to triangulation.

To expand the plan or size of a sphere or dome it becomes necessary to subdivide polygonal faces into smaller triangles. This expansion and mapping is called tessellation. “A tessellation of a flat surface is the tiling of a plane using one or more geometric shapes, called tiles, with no overlaps and no gaps”. There are only three straightforward “regular tessellations” however, which depend upon three regular polygons (the equilateral triangle, square and hexagon).

Most geodesic domes constructed will be of Class I type, a much smaller number of Class II and practically none at all of Class III. It boils down to simplicity and ease of calculating the tessellation. Only architects, engineers and eggheads like Buckminster Fuller would bother to fiddle with the more complicated constructions. Buckminster Fuller literally wrote the book on geodesic domes. He defined criteria and wrote formulae to calculate geodesic dome construction, then sold or licensed this knowledge to architectural firms around the world. He himself was fond of using the “triacon” (Class II nickname) breakdown for his constructions. When it comes to the largest domes the triacon offers less confusion for builders than the “alternate” (Class I) breakdowns. Unlike the alternate, triacon domes or spheres only come in even frequencies but unfortunately these have no great arc equator running down their center-lines. Importantly the triacon requires fewer different strut lengths; however those lengths may vary a little more. 
* Polygons are 2-dimensional shapes but polyhedrons are 3-dimensional solids. Both are n-dimensional polytopes. There is only a handful of “regular” convex polygons but a much larger quantity of irregular, concave and complex polygon types.

* The same holds true for polyhedrons. You’ve got five regular (even sided, even angled, convex) polyhedrons called “Platonic solids”, thirteen polyhedrons called “Archimedeian solids”, ninety two polyhedrons called “Johnson solids” and then a bewildering number of other possible irregular, stellated / concave polyhedrons that can be considered. Then for every polyhedron there is a reciprocal or “alter ego” so to speak called a dual.

* Within mathematics a whole branch of geometry called “polyhedral combinatorics” can find an absurd number of ways to twist and contort the polyhedra, and it has the notation to describe them all.

This following picture shows only Class I dome examples and begins with the basic icosahedron which has a frequency of “1” and who’s “Schläfli symbol notation” is {3,5 +}1,0. The alternate breakdown or tessellation continues to be used as the frequency is increased.
 Unfortunately now one must open; close and then reopen a thumbnail a 2nd time; to view the enlargement properly.
Unfortunately now one must open; close and then reopen a thumbnail a 2nd time; to view the enlargement properly.
* This picture above and the 1’st image of this post were concerned with constructing a portable dome from 3/4” EMT (Electrical Metallic Tubing). In America this galvanized conduit is sold in 10 foot lengths. That size and length cut in half (5′) is almost strong enough to support the weight of a normal person climbing around upon the dome, without one of its cross-members bending. For economy of material the dome heights and diameters in this picture are consequent to the longest possible strut (pipe) length being no longer than 5 feet.
* From the picture: the 5/8ths version of a 3v dome is practically as tall as the 4v version that conveniently does have an equator. However when jumping to 4v the number of different strut lengths doubles, which can significantly complicate the chore of assembly. It should take at least 2 people assisting one another to assemble a 3v 5/8ths version and at least 3 people to move it because the completed construction would be ungainly and would weigh about 360 lbs. when made out of pipe.
* For the 5v and 6v versions a ludicrous 9 separate strut lengths are required. Concentration will be required to assemble such a puzzle correctly. Additionally, working 23 ft. above ground will necessitate the use of scaffolding, a crane or mechanical hoist.

Distinguished dome examples
In 1967 the World’s Fair or “Expo 67” was held in Montreal, Quebec, Canada. A group of architects and designers known as the Cambridge Seven Associates, Inc. were tasked with the responsibility for creating and furnishing the United States pavilion for that exhibition. For the structure they decided upon a large geodesic dome. Fuller & Sadao Inc. (Buckminster Fuller and Shoji Sadao) were hired to plan the sophisticated shell.


The dome’s geometry has been described as being a combination of a 32- frequency regular triacon (Class II, method 3) and a 16-frequency truncatable alternate (Class I, method 3). Below; at the top left of the modified photo the only, easily discernible pentagon in the image is tinted red.

Originally this historic dome was enclosed by transparent acrylic panels. This <7:24 minute video> by Cambridge Seven eloquently documents many details about the historic pavilion. The dome caught fire in 1976, which destroyed the acrylic but didn’t melt the steel frame. ‘Environment Canada’ acquired the structure in 1990 and turned it into what is now a museum called the Montreal Biosphere.
_ Shareable images of Kaiser Aluminum domes are rare on the Internet. Above is an unexceptional photograph of an aluminum dome, which functions as the community center for Borger,Texas. Around 1956 the famous industrialist Henry J. Kaiser and Buckminster Fuller joined together to start a company that manufactured and sold aluminum domes like this one. Several examples still exist – here and there around the globe. Even today lightweight, economical and corrosion resistant aluminum seems to be the most practical material with which to enclose a large dome. Erection of these particular domes sixty years ago was very quick because the polygon shaped prefabricated metal panels just bolted together. This surviving example in Borger, Texas has served as community center for more than half a century. An identical or kindred example also in Texas, survives as a popular and continuously used theater near Fort Worth. Two more of these Kaiser aluminum domes (not pictured) long lasted as concert auditoriums. The Virginia Beach dome was erected in 1957 and taken down in 1994. The Hawaiian Hilton dome in Honolulu was also erected in 1957, was aluminum, acted as a auditorium with good acoustics and was taken down only in 1999 to make space for a newer building.



_ Better copyrighted pictures exist but above are some allowable public domain images of what was at one time – the largest “clear span” building in the world. It was designed by Thomas C. Howard of Synergetics, Inc. and owned by the Union Tank Car Company. The dome was built in 1958 near Baton Rouge, Louisiana. It measured 384 feet in diameter and was 128 feet (> twelve stories) high. When the real estate was purchased by another company the dome went abandoned and neglected for a couple of decades. Unfortunately it vanished in 2008.



_ In 1964 New York City opened the only Registered (Universal) world exposition to be held without BIE (Bureau International des Expositions) approval. “Expo 1964” ran for 18 months; three times longer than normal. A dome large enough to seat 2,100 people was designed by Thomas C. Howard of Synergetics, Inc. and built as a pavilion. This building later housed the Winston Churchill exhibit in 1965. After that the dome was dismantled, moved and the frame (only) re-erected to serve as an aviary for the Queen’s Zoo (NYC). While the dome is not particularly tall, it is a generous 175 feet in diameter. These few “free to use and share” licensed images above don’t quite do the structure justice.



_ Between 1971 and 1973 the United States Naval Construction Battalion (the Seabees) erected a dome at the Amundsen-Scott South Pole Station. The NSF (U.S. National Science Foundation) only expected to get 10 to 15 years of service life from the structure but it lasted until 2009 before it was taken down. There were vent holes in the crown of the dome to bleed off excess heat. Temperatures above freezing would have allowed the structure and its contents to sink deep into the snow. At least the dome blocked the fierce Antarctic winds. Designed by Temcor Inc. the dome is said to have been based upon a Class-II frequency 14 triacon breakdown.
_ Temcor was absorbed by CST Industries Inc. somewhere around 2009. The company creates the largest domes in existence and is probably the biggest dome manufacturer and installer in the world. As of 2009 they’d already installed something like 7,500 aluminum domes or dome shaped roofs, in 72 different countries. In Long Beach, California a huge Temcor dome sits close to the Queen Mary. That dome was initially built to house the famously large “Spruce Goose”.


The Crystal Palace
_ Quickly assembled buildings providing vast open interiors, did not begin with geodesic domes. The grandest example of such a building was created six or seven generations ago. It took only sixteen months from start to finish to design, manufacture and erect the modular Crystal Palace, on site. It would sit upon some of the most valuable ground in the world. The humongous and airy glass building was then filled with eight miles of tables, for fourteen thousand promoters which displayed more than one hundred thousand different exhibits. The Great Exhibition opened May 1, 1851. It was a grand success. And profitable. In the five months before the exhibition ended more than six million paying customers would walk through the Palace’s doors. Then this biggest building in the world at the time was itself sold off, removed from Hyde Park and reassembled in another location of London.

_ Many great and energetic minds joined to make this well engineered spectacle a possibility. More credit belongs to one person perhaps than to anyone else – Prince Albert, Consort to Queen Victoria. Once his notion caught traction with private investors, then the government pitched in and a Royal Commission was appointed to mount the Exhibition. Meanwhile a separate Building Committee comprised of the most respected engineers and architects in the Empire was formed – to oversee the design and construction of the exhibition building. Among their demands were that the building be temporary, cheap to build and fast to erect. After entertaining planning submissions from all over Europe in 1850, they received and discarded some 245 submissions before choosing one. It was partially by luck that Joseph Paxton’s plan was picked. Iron and glass “hot houses” (conservatories or greenhouses) were new and fashionable novelties during this Victorian period. Paxton was certainly not the only adventurist architect that built them.


Monkey Closets in the “Retiring Rooms”
_ To “Spend a Penny” was to become a long lived euphemism for going to the toilet. It all started with the Great Exhibition and the exciting, first ever public toilets. It cost one penny to rent a Monkey Closet. Back then a penny was worth considerably more than today; remember Britain had the lower half penny and farthing (¼ penny) denominations of coin. But a penny here bought a cleaned toilet seat, a small towel and a shoe shine. By the end of the Exhibition no less than 827,280 adventurers availed themselves of this luxury.

* Thumbnail above: this was from a magazine or brochure that was printed for the Great Exhibition. The illustration depicts a sampling of bronze cast candelabras, figurines and sculptures which would have been for sale at the event. The first real “Cylopaedia” (Cyclopædia: or, An Universal Dictionary of Arts and Sciences) had already been printed more than a century earlier (in England and in 1728).)
_ In its initial configuration the conservatory resembled a huge rectangular flat topped box, having only one lofted transept at its center. Still this open building was more than one-third of a mile long and more than 2.5 American football fields wide. In places it was built over and around full sized trees. Its structural components consisted of ten million square feet of heavy flat glass plus unknown tons of cast iron columns, trusses and trellis girders and unknown tons of wood planking for the second story floor.
_ The railroad and steam locomotives that brought this material in were new ideas themselves. Portland cement was new and economical flat glass was new. It was the diminutive size of the architectural glass itself that ultimately determined the shape and size of the whole building. The largest plate glass that could be efficiently made at the time measured 10 inches by 49 inches and today it would be referred to as cast plate glass. Production cost was substantially lessened and construction was simplified because Paxton’s plan was drawn around using millions of these identical panes of glass. Other parts were mass produced also and some served multiple functions. The posts and girders came straight from the foundry and could be bolted together to form free standing modules in no time.
_ The building only stayed in Hyde Park for five months but it was to exist for eighty four more years in another location across town. There, it probably outlived everyone that ventured through it in 1851. Once it was moved to a more prepared location the Crystal Palace (a nickname coined by a newspaperman) would acquire two more transepts, additional wings and running fountains both inside and out.

_ The photo above is dated 1854. Photography was very much in its infancy at that time. Daguerreotypes had been around since 1839 but the collodion process wasn’t announced or published until March 1851. This image (by Philip Henry Delamotte) could be from an Ambrotype (a positive image on glass). The American Civil War photographer Mathew Brady studied his craft in Europe and actually displayed some of his portraits at the Great Exhibition in 1851.
_ There were two new water towers built at the new location, only the one at the South end of the Palace is seen here, above left. Impressive in their own right from an engineering perspective, at 280ft tall the towers were not quite as tall as the Statue of Liberty and its large pedestal combined. A painting of a Royal Navy ceremony-dated 1917 is the center thumbnail. The third picture is of a naval gun, dated between 1920 – 1924.
_ These last photographs are presented as thumbnails mainly because they are bandwidth hoggish and would slow down the web-page otherwise. The first photo below shows the Central and North transepts, the North water tower and North wing – which normally held new agricultural and industrial implements on display. This excellent picture must have been made before 1866 because that’s the year that the North transept caught fire and burned up. In 1871 the world’s largest saltwater aquarium took its place. In the next photograph the North transept is clearly missing. This aerial photo had to have been taken sometime before 1936 because that is the year when the whole Crystal Palace was destroyed by fire. The two water towers survived the fire but were deliberately destroyed shortly later in WWII to deny German bomber pilots a visual fix from such an established landmark.


_ Over its eight decade long lifespan the Crystal Palace attracted and hosted a broad assortment of eccentric and eclectic attractions. Year after year it hosted performances, concerts and public festivals. In this doctored photograph below, taken somewhere between 1887 and 1889, some blocks of about 100 people are colored in. This particular photo is said to show a Handel Festival taking place at one end of the big central transept. The Grand Orchestra of about 4,000 musicians surrounded the organ. The Great Organ in the back of the photo had 4,500 pipes, some obviously out of sight. There was only enough room left to seat 4,000 spectators in the audience. One wonders what these orchestras sounded like. Did they produce magnificent awe-inspiring sounds or did this many musicians produce a very loud cacophony?

——————————
*added April, 16, 2021
Unfortunately one must now open; close and then reopen a thumbnail a second time, to view a WordPress enlargement properly.
Between the Great Exhibition (1851) and the “Centennial Exposition” in Philadelphia (1876) there were four other World Expos (in Paris, London, Paris and Vienna respectfully).
For the 1876 fair in Philadelphia’s Fairmount Park, some 200 buildings were erected, but now only four remain. The “Main Exhibition Building” became the world’s largest building (in area), by enclosing 21.5 acres of space. Its construction incorporated prefabricated sub-assemblies and it was disassembled in 1881. Another temporary building erected for the same exhibition was the 558,440 sq. ft. “Machinery Hall”.



Another building built for the expo was expected to be permanent however. The 73,191 sq. ft. “Horticultural Hall” was built to resemble architecturally – the twenty-five year old Crystal Palace in London. However a hurricane tore the building apart in 1954 so its remainder was demolished. Another Horticulture Center was built on the site in 1976. Two etchings with slight differences, from the same vantage point, are shown below.


————————————->added May, 12, 2021


This picture above left, is from an engraving done by W. E. Hodgkin; of The Palace of Art and Industry – during the 1862 Exhibition, in London. This picture has been modified under the Creative Commons Attribution 4.0 International License. The 3.35 MB original is provided by the “Wellcome Library, London”.
The structure was altered 19 years later (but 140 years ago), and now the site is occupied by the Natural History Museum and the Science Museum in South Kensington, London.


Some beautifully simple and primitive forms of baking can be accomplished over just an open fire. Delicious soups and stews can be created from almost nothing. Soups and stews were historically more commonplace in yesteryear’s kitchens than they are today, but for good reason. With sugar becoming more affordable in the 16th century, exciting new beverages called “small beers” would appear. These carbon dioxide holding, sweet and fizzy fermented beverages would evolve into our modern day “soda pops” which are now consumed daily by the billions, worldwide. These primitive breads, simple soups and old style effervescent drinks are easy to make.
_ One can bake a primitive but tasty bread in a fire without using pot or pan. A soldier in the Continental Army 200 years ago or a legionary in the Roman army 2,000 years ago might have been given only raw flour as part of their daily ration and both were expected to know how to cook it. Mixing flour with water and cooking it as a wet gruel was one option. If on the march and having little or no time or utensils to bake a more proper bread, then turning flour into ash cakes was usually more favorable than eating gruel. One simply added a small amount water to the flour and mixed it up. The mixture was then rolled around in the hands and kneaded a little before being dropped onto a flat hot rock, a piece of tree bark or simply dropped into hot but not flaming ashes at the side of the fire. The cook tended it carefully, tilting it or flipping it as necessary. The ashes which are thoroughly sterile don’t really cling to the bread later and can be blown off easily. Another way that the Romans occasionally cooked the same flour ration, was to roll the dough into a little rope and then swirl that around a stick. The stick was stuck into the ground and leaned over the fire like a diagonal spit.

About 75% of a Roman legionaries diet was issued as a ration of grain and it was up to them to cook it. Had they the time, legionaries usually prepared their breads in advance of a march. For short term consumption (say within 4 or 5 days) they might have baked leavened breads or unleavened type breads akin to pita (Gk). For a longer lasting bread resistant to spoilage they might have over-baked something similar to what we now recognize as a “hardtack” or “sea biscuit”.
A contuberniam (the smallest organized unit of soldiers in the Roman Army / about 8 men) slept in the same leather tent (usually of goatskin & waterproof), traveled with their own portable stone gristmill (a quern or quern-stone) and baked in a small portable 2-piece ceramic oven called a clibanus. When a Roman army marched or moved to a new location they carried a lot of food and equipment with them. Each legionnaire was loaded down with personal gear while non-combatant servants led pack animals or wagons loaded with the contuberniam’s heavier items in a supply train which followed the legion.

* When on the march Roman legionaries carried a small personal utensil known as a “patera” to drink and eat from. A patera along with a spoon probably composed the first military issued mess kit. A larger bronze pot or kettle was probably shared by the whole contuberniam.

* Corn or maize was a New World plant and the rest of the world was not introduced to the crop until the 16th century. Corn is generally identified as being either flint or dent type. Flint corn has kernel tops that are round, and dent corn kernels are marked with a dent or dimple. Popcorn and sweet corn are flints while yellow corn hybrids grown for cattle feed or ethanol production are examples of dent corn. Hominy is”nixtamalized” by soaking it in an alkali solution like slaked lime or lye. This process reduces the presence of mycotoxins and releases more proteins and niacin for digestion. Corn has no gluten and so without the help of another flour that contains gluten, it will not bind together or rise like a normal bread. Hoe cakes, corn dodgers, corn pone, johnny cakes and hush puppies may have occasionally been made with only cornmeal in the past but most modern recipes call for a little wheat flour to be added.
* “Parched corn”: When corn kernels mature they get very hard; so hard they become almost impossible to eat. So hard that it is very inconvenient to crack with a mortar & pestle. The Native American “Indians” that cultivated corn also devised the stone “metate” to crush the suborn kernels. Soldiers or travelers carrying these stubborn seeds learned that they could roast them in a pan over the fire. A few of the kernels might pop. This process called “parching” the corn tenderized it, simplifying the task of grinding and then cooking the kernels.
* It is possible to boil a small amount of water over a fire without any special utensil. Water can be placed over a fire in broad leaves or in a broad strip of tree bark. Because of the absorption of water, the fire is prevented from burning through.

_ “Hardtack”, “sea bread” or “sea biscuit” is an old, primitive form of bread that was valued for its robustness and resistance to spoilage. Before a voyage, a ship was provisioned with many barrels full of sea biscuits. A water tight cooperage was not required because the commodity contained within them was not liquid. Therefore weevils might eventually find their way into some of these cheaper kegs (cask or “barricas” in Portuguese & Spanish).
_ The regulation sea biscuit was well standardized by the British Navy before the 17th century. It took about 4 sea biscuits to make a pound; part of a sailors standard daily ration was 1 pound of bread. But it was a salty, wood hard, unpleasant bread that usually required a soaking in something before it could be eaten. Whereas normal baked breads would quickly mold and plain flour would go rancid or become bug infested on a long sea trip; the salty, hard, twice or triple baked sea biscuit if stored properly, could last several years before being consumed. Sea cooks when in need of a flour could still crush up sea biscuits with a hammer. “Hardtack” became a popularized term for the same bread about the time of the American Civil War. A traveler, explorer, soldier or pioneer could tie a bag of these to his pack-horse and not worry about them crumbling apart after months worth of physical abuse.
The recipe for hardtack or sea biscuits is super simple, the detail is in the baking. Whole wheat flour, salt and a little water are the only ingredients. Only enough water to make a stiff dough is necessary. The dough is kneaded a little bit, then separated into balls which are squashed flat to the size of a crumpet or big cookie. It’s usually perforated a little on the top to let gas escape while it cooks. There is no set salt ratio in most recipes but the amount usually seems excessive. Salt has been mankind’s first and most effective chemical food preservative. The baking needs to be done slowly, dehydration is the main goal. In the archaic ovens of yesteryear this might have taken all day. Between Latin and Old French languages the word “biscuit” itself means – “twice cooked”. Usually two days then in an earth oven to get that hardtack dry.

* Earth ovens, pizza ovens and hornos work by absorbing and trapping heat. A hot fire is built within them and is allowed to burn down before the embers and ashes are swept out. The goods to be baked are inserted and the opening is then closed off to seal in the heat.
* A thoroughly effective oven can be made on the ground with the help of a large clay or metal pot. A fire is built over a flat rock or hearth of bricks to heat them up. The coals and ashes are then brushed away, the dough placed on the hearth and then the pot is placed over the dough. Wet leaves, twigs and straw can be placed over the pot and then the hot coals placed over that. The intent is to maintain a slow, smoldering heat around and above the pot and not to let it burn hotly.
_ Now is not the time to get bogged down with long explanations of quick-breads, leavening and sourdough. These topics are briefly discussed in an older post (Yeast & Fermentation) anyway. Quick-breads are relatively new and rely upon a chemical reaction from ingredients (soda and acid) that are mixed into the flour. When moisture is added then gas bubbles are formed and expand the dough, making it “rise” artificially. Sourdough is ancient; it is a bread made from leavening (yeast culture) which might have been passed down from mother to daughter throughout the ages. Before yeasts were identified under a microscope, people did not know what device in leaven caused breads rise. Now we know that enzymes convert starches to sugars and that yeast digest sugars to create ethanol and carbon dioxide gas. When wet, the sticky gluten in flour traps the gas from fermentation, allowing the dough to inflate. Sourdough then implies a bread made from a wild yeast culture and perhaps some beneficial lactobacillus bacteria as well, but also the word sourdough implies a practice wherein a portion of each new sponge (dough) is withdrawn and saved to be used as the “starter” leaven for future use. Pioneers, expeditions and army chuck-wagon cooks brought their sourdough starter (leavening) with them; because doing so was easier and much faster than attempting to create a new yeast culture from scratch. Over time the more durable cast iron Dutch oven would eventually replace the ceramic clibanus as the ideal utensil to bake with over an open fire
_ Whenever there was a fire in the average home of yesteryear, pots or kettles of hot water and soup were constantly maintained close by the fireplaces or stoves. The soup pot was in a constant state of cooking and was seldom ever completely emptied. Any vegetables, grains or small scraps of meat and more water would be tossed into the pot whenever the occasion arose. In the cold of winter this practice was thermodynamic-ally accommodating because the liquid in the pots collected or banked thermal energy and slowly released it back into the house if or when the fire died down. Importantly though, cooking in a pot conserves the oils, fats and nutrients from food that would otherwise drip off into the flames when grilling for example.

_ Copper and earthenware pots and cookware have been used at the hearth for eons. By the 17th century however the state of the art and the most desirable cookware to be found in Europe was cast from brass. The Dutch reputedly produced the best cast cookware. At the onset of the 18th century an Englishman visited a foundry in the Netherlands, learned their sand casting technique and then began to duplicate the casting of brass cookware back in England. Copper, bronze and brass are expensive metals though so he began to experiment with cheaper cast iron. After much trial and error he eventually became successful in casting iron cookware from sand molds and patented the process in 1707. The next two centuries saw a boom in the worldwide demand for this cast iron cookware; especially for the robust lidded pots meant to sit right down in the fire, called “Dutch ovens” (by everyone but the Dutch).

* China, India, Japan and Korea had a long history of cooking in iron vessels but these were not produced in large numbers.
* Cast iron cookware was tough and versatile and became almost indispensable to the daily life of a household. When conditioned and maintained correctly cast iron skillets have better and more durable “non-stick” surfaces than the newest pans with Teflon or ceramic coatings. Large cast iron kettles or cauldrons were used over fires outside to boil water for laundry, to scald chickens or pigs and to render tallow for making soap. Cooks might have used a single Dutch oven to boil, bake, fry, stew, or roast. When writing a will, mothers sometimes divided their beloved cast iron cookery up between favorite children. During the 1804-1806 Lewis & Clark journey across the continent it is noteworthy that the 31 man expedition carried not one but two heavy Dutch ovens on the trip. One of the ovens fell out of a packsaddle, rolled down a hill and shattered though. Still the metal fragments made useful gifts and implements of barter to Indian tribes met along the way.
_ Nutritious soup can be made from most anything, like leftovers, table scraps of skin and bone or unused vegetable parts. Starving people have even been known to boil their leather belts & shoes, which is not as crazy as it seems. The major component of leather is a fibrous protein called collagen. Gelatin which is a foodstuff made by the tons commercially, is made from the collagen in ligaments, bones and raw (untanned) animal skins. Gelatin finds its way into many processed foods, including ice creams, marshmallows and candies.
_ Perhaps a day or two after a holiday dinner there is a goose, chicken or turkey carcass in your refrigerator. The prime sections of meat might have been sliced off or pulled away but what is left is skin and bones and small, less desirable pieces of meat. A good cook would gather up all that scrap up and toss it in a stock pot, add water to submerge the carcass and then set the stove to a low heat, simmering it for several hours or for the rest of the day. That experienced cook would also undoubtedly add some onion, carrots and celery, and perhaps add some bay leaves, parsley and thyme.
_ Stock is usually not boiled because that creates a murky liquid. Fresh meat or bone scraps create just as good or better stock than previously cooked ones will, however smoke and barbecue flavors from cooked meat carry over especially well. Other vegetables or vegetable peelings and spices can be used. A toss of wine can compliment the final taste. After it has simmered for a long time most of the flavors and nutrients will have been drawn into the liquid. The stock is then poured or strained into another container and the solids are discarded. After being chilled, a layer of gelatin will usually form at the top of the stock or completely through the stock in a well executed example. In a refrigerator the broth might enjoy a grace period of several idle days before it really needs to be used.
_ Pork or mutton stocks are rarely made because of the fatty oils and yellowish coloring they produce. Poultry and beef seem to be the most popular stocks but ham and fish stocks are also encountered.
-* Borscht is a Russian soup made from meat stock and beets.
-* Consommé is a very clear soup, deviating little from regular meat stock except that it has been clarified by using egg whites to remove fat and sediment.
-* French onion soup is made from stock and browned onions and was frequently used as a concession to the poor because of some obscure French law that required all restaurants to offer something appreciably affordable on their menus.
-* Bisque originally referred to a thick cream soup made from the broth of shellfish like crab, shrimp or lobster. In an authentic bisque, the shells are ground to a fine paste and added to thicken the soup. Today it is common to see cream-based soups that do not contain seafood. Thanks to the modern blender or food processor we have added pureed mushroom, squash, tomato and red pepper to our “bisque” repertoire.
-* Vichyssoise sounds French but it might have been American in origin. It contains chicken stock, leeks, onions, potatoes and cream.
_ “Condiment soup” is not entirely a joke because it can have practical applications and be useful survival advice of a sort. Winter life in an alpine ski village can be otherworldly. Whether in American or in the finest European ski resorts, civilization is precariously perched upon slick, cold and inhospitable slopes of deep snow. Skiing or snowboarding is foremost a sport for the affluent. At the base lodges or midway lodges further up the mountain, cafes and small restaurants do exist but their prices for food and beverages are truly exorbitant. There is a class of young but poor skiers who manage to play at these resorts because they preform menial work there. They might drive snowplows, do room service, operate gondolas or chairlifts, bar-tend or preform ski patrol duty. These workers are lucky enough just to get lift tickets or to find places to sleep at night on their minimal pay. They aren’t going to be able to afford a sandwich or hot drink at the ski lodge when prices are inflated five or six times what they should be. When one of these working class skiers stumbles in from the cold; their hands and gloves cold and wet, their nose and cheeks beet red and shaking from hypothermia, then they can either purchase amenities at outrageous prices or turn to the ski bum’s condiment soup.
_ The whole plan depends upon disposable cups, refills of free hot water and a condiment bar. Usually individual packets of seasonings like mayonnaise, tomato ketchup, mustard, pickle relish, coffee creamer, salt, pepper and sugar are to be found at the condiment bars. Sometimes crackers, diced onions and tomatoes, shredded cheese and more exotic flavorings like tartar sauce, chili sauce or Chinese hot mustard can be found also. The skillful ski bum then with cup of hot water in hand, takes note of the available condiments and crafts his hot cocktail accordingly.
_ Coke® is but one flavor or one brand of soft-drink and yet for every day that goes by almost 1.2 billion servings of Coke alone are consumed around the world. The average American drinks an estimated and unhealthy 44.9 gallons (170 L) of “sodas” per year. Aside from flavor and cool serving temperatures the primary elements making soft-drinks so addictive are sugar content and the carbon dioxide fizz.
Soft-drinks are mildly acidic because when carbon dioxide gas is added, it dissolves into solution and forms carbonic acid. The source of the dissolved carbon dioxide in a given soft drink might come from a brewery that sells the gas as a byproduct or could be captured and purified waste gas from factories or power plants that are required to trap the greenhouse gas. Most colas (like Coke) have food grade phosphoric acid added as well to add “bite” to the taste. Today in a manner similar to soft-drinks, almost all commercial beers too are deliberately injected with pressurized CO2, before sealing the can, keg or bottle.
In earlier times though CO2 gas was created within a closed bottle by adding a little priming sugar or malt before capping it shut. The results are less uniform when using this “secondary fermentation” procedure; beers can turn out flat if not enough gas is made or can burst the bottle if too much gas is made. Champagne predominantly uses only the secondary fermentation method to create gas within the bottle. Since bubbles are the hallmark of Champagne and other sparkling wines, more gas than usual is dissolved within these beverages, so bottles must be made extra strong to withstand the extra pressure.
_ Kombucha culture, kefir grains and ginger beer plant are examples of SCOBY s (Symbiotic Cultures of Bacteria and Yeast). These are gelatinous or semi solid cultures of a mixture of microorganisms. Much like sourdough starter, a portion is separated and used to begin a new fermented drink but the starting culture is maintained independently. Drinks made from cultures like these are often associated with the newly coined term “probiotics”. Supposedly these live probiotic microorganism improve gut flora, help the immune system and provide other health benefits. Many uniquely flavored drinks can be created from using cultures like these, and all are fermented, slightly alcoholic and lightly effervescent.
The Kombucha beverage is a fermented sweet tea probably originating from Russia or China, and prepared by many today for its supposed health benefits. Milk kefir originated in the Russian/Caucasus/Turkish area and might have a sour taste similar to thin yogurt. Beet kvass is a traditional Russian beverage started from a milk or water kefir culture, where beets and scraps of wheat or rye bread and a dash of salt are thrown together to ferment. There are apple, berry and raisin versions of kvass too.
“Ginger beer plant” is an older (1700s British) name for a symbiotic culture that might have been used to create a batch of “ginger ale” or a host of other flavored-fermented beverages depending upon the herbs, leaves, barks or roots used. “Small beers” that created such a taste sensation four centuries ago may or may not have depended upon these gelatinous cultures for a start. There are plenty of yeasts and beneficial bacteria on the herbs and roots used or floating around in the atmosphere. What really permitted the small beer and resulting soda-pop phenomenon to occur in the first place– was the introduction of sugar as a plentiful food source.
* Sugarcane is just a huge tropical grass that originally grew in humid Southeast Asia. For the longest time refined sugar was considered a rare and expensive spice by Europeans. Sugarcane wouldn’t grow as a crop in Europe because of the harsh climate. On his second voyage Christopher Columbus brought the first sugarcane roots to the Caribbean to test the plant for cultivation. Soon sugarcane plantations would sprout up on several islands. With too many islands in the Caribbean for Spain to control, French, Dutch and British traders and privateers would establish separate communities there too a bit later. By the 1620’s processed sugar and molasses from sugarcane would become a significant cash crop for these latecomers as well.
* Sugar from sugar beets was never realized until a German chemist noticed that the beet roots contained sucrose. The first refined beet sugar commodity appeared around 1802.
* HFCS (High Fructose Corn Syrup) is an unnatural, biochemically different sweeter that must be processed differently by the body.
_ Back say two or three centuries ago everyone in the family with visitors and servants included would drink the household small beer if it was available and it usually was. Children drank it for breakfast like they would cold orange juice or refrigerated milk today. The alcohol content was usually minuscule, probably seldom reaching 2.5 ABV. At its heart a small beer was a weak infusion of some root, bark, spice or fruit boiled in water, to which sugar and yeast were added and allowed to ferment for a few days.
Today we think of ginger ale and root beer as being flavored soft drinks but they actually started out as small beers. Today the term “ginger beer” is used to differentiate the alcoholic version from the soft drink version “ginger ale”. Either a batch of ginger ale, ginger beer or root beer can be begun with the help of a “ginger beer plant” SCOBY mentioned earlier. But these beverages can also be started with something simpler called a “ginger bug” instead. A ginger bug is similar to the more dedicated ginger beer plant SCOBY, but is a younger, liquid / not semi-solid colony of microorganisms. To create a ginger bug one simply slices some fresh unpeeled ginger root into a jar of sugar water and leaves it exposed to the air on the kitchen counter top. Every day a little more ginger and sugar might be added. In a week or so wild yeast and bacteria will be caught and bubbles of carbon dioxide will be seen rising in the jar. Ready to use now, a portion might be saved away as a sourdough starter would be while the other portion is used: added to a sweetened tea like infusion or a sweetened decoction of boiled roots or something. If ginger ale is the target beverage then the ginger bug itself would probably provide insufficient ginger flavor. In this case one usually creates a separate strong, sweet ginger tea and then adds the ginger bug starter to that.
_ Long before the Pilgrims landed on Plymouth Rock the local Indians were boiling up sassafras roots which are sweet, to make a kind of tea. Along with the growing accessibility of sugar, it did not take long before European colonists joined “old world” knowledge of brewing techniques, with new indigenous flavors to create “root beer”. Many different root beer recipes existed and employed an assortment of ingredients. The central or most common ingredient in most variants of root beer was the sweet root of the sassafras tree. Depending upon recipe some other typical flavorings in root beer were sarsaparilla, ginger, licorice, birch, juniper, hops, wintergreen leaf and dandelion root. Almost none of the flavors in today’s commercial soft drinks are natural any more, but are instead artificial flavors and frequently synthesized from petrochemicals
* In the 1960s the FDA outlawed the use of sassafras in commercially made root beer. It seems that some laboratory study identified the key polyphenol in sassafras called safrole and determined that it could cause cancer in lab rats if they were fed massive quantities for a long time. Sassafras root probably contains no more safrole than basil, nutmeg or cinnamon but these items obviously were not taken off the market.
* Sarsaparilla comes from a tropical greenbrier type climbing vine. It is not native N. America but is to Central and South America, and the Caribbean Islands. The local Carib Indians were drinking sarsaparilla health tonic type tea before the Spanish got there. Extract from the vine has been valued for centuries as medicine for treating illness like eczema, contact dermatitis, psoriasis, syphilis and arthritis. It is easy to imagine that this new medicinal commodity shared the same boat ride along with sugar, to all points of the compass. More sarasaparilla history:
* Birch beer originated in the 18th century as small beer flavored with the boiled extract of bark, twigs, sap and roots of the black birch tree.
* Europeans found Native Americans around Quebec drinking a spruce tea of a type, early in the 16th century. Later in the 1700s several enlightened people were concocting “Spruce Beers”. The tender buds at the tips of branches or sprouting new trees were sour, complimented the taste of sugar water and were eventually determined to prevent scurvy (because of the “vitamin C” content). Both Benjamin Franklin and the intrepid Captain James Cook recorded recipes for making spruce beer but the volumes they used or proposed were very large. Cook’s Spruce beer / Univ of Wellington
* Beer on Board in the Age of Sail / someone else s blog post

_ Not all soft drinks sprouted from the sugar fermentation / small beer route though. Sparkling mineral water from a spring must have been mankind’s first encounter with carbonated water. If that water is still considered safe and is bottled for sale, then it might contain minerals like potassium, sodium or magnesium. By the tail end of the 1700s chemist were toying with the notion of making artificial sparkling water. Someone discovered that they could place dissolved carbon dioxide into water by dripping sulfuric acid onto chalk and then bubbling that gas up through water. In English this product might have just been called “seltzer water”. Fruit juices and perhaps ice were mixed in for a taste sensation. By 1819 a patent was issued for the first “soda fountain” which actually used a pump and spigot to dispense the carbonated water into a flavored syrup. By the 1830s new methods of production allowed for the cheaper carbonation of seltzer water and soda fountains were springing up all over the place. Aside from mineral water and seltzer water are a couple of other clear sparkling beverages known as Club Soda and Tonic Water.
_ Club Soda is predominately seltzer water, with sodium bicarbonate, sodium citrate, disodium phosphate and perhaps some sodium chloride thrown in.
_ Tonic Water came about though because quite a while ago some British soldiers deplored the awful taste of their malaria medicine, so they added soda and sugar (and later gin) to the water that the bitter alkaloid powder was dissolved in. (A Jesuit priest brought quinine back to Europe from the wilds of Bolivia and Peru about four centuries ago). The medicine quinine is very bitter and comes from the bark of Cinchona or Quina trees. The alkaloid interferes with the reproduction of malaria-causing protozoa and is still used to combat malaria today. In the past quinine was in higher demand around the world and the Bolivians and Peruvians became greedy over export of the tree bark. The Dutch smuggled seeds out of South America and began growing Quina trees in Java. Just before WWII, plantations in Java were producing 97% of the world’s quinine. The Axis takeover of the Netherlands, Indonesia and the Philippines during the war caused a severe quinine shortage for everyone else in the world that suffered from malaria. Used mainly in the famous British “Gin and Tonic” cocktail, the soft drinks called “Tonic Water” today are much more docile tasting than they once were because they contain much less quinine hydrochloride. Carbonated water has also replaced the sodium bicarbonate component.

“Camouflage” was not an existing word back in 1890 when the Darwinist-zoologists Sir Edward Poulton wrote his book ‘The Colours of Animals’. It was not yet a proper word even later in 1909 when Abbott Handerson Thayer wrote his controversial book entitled ‘Concealing-Coloration in the Animal Kingdom’. With a vocabulary more limited than now, Thayer’s work began by explaining how an otherwise, utterly conspicuous bird like the male peacock could veritably vanish inside a forest.
The Italian verb “camuffare” means to hide or disguise. The French verb “camoufler” similarly means to conceal or cover up – as a theater actor might apply makeup right before a performance. The French word “camouflet” is used as a noun perhaps to depict a snub or an insult or it might describe a crater in the ground caused by an underground explosive. Camouflet might be the smoke blown into someone’s face as a practical joke. The word “camouflage” is newer; possibly dreamed-up during the trench warfare of WWI, by some French infantryman as he lay freshly covered over with dirt excavated by nearby artillery bombardment. In the last century the definition of this new word camouflage, has swelled to include many types of deception to the eye or subliminal trick to the brain.
The concept of camouflage is very old. Mother Nature itself is resplendent with convincing examples of camouflage. Both below the water or above, most predators and prey alike participate in the masquerade of visual deception. Even plants play the game. Some plants deliberately attract while others can effectively repel pollinators or herbivores with their looks alone. Thousands of years ago aboriginal hunters might have been the first humans to use camouflage, if they wore animal skins as a disguise to hunt game. From time immemorial camouflage has proven to be a very advantageous survival tool for a great many living things. It will continue to be so tomorrow. Mankind today being no exception, has need to hide from himself.
Why does it work?
Not all “camo” is good camouflage. Some military camo is really poor. At best even the majority of nature’s camouflage schemes are specialized or static and so will succeed only for a limited set of circumstances. Some fish, chameleons, squids and octopuses though are luckily equipped with the ability to dynamically change their disguises. Chromatophores present in their skins empower this magical ability.

Color is certainly not the only important component of successful camouflage. With humans in fact, color-blind individuals have been actively sought for as airborne artillery spotters or as snipers by the military, specifically because they are not distracted or fooled by colors. These people with unusual red-green color receptors in their eyes may be better equipped to see certain underlying contrast that outline the shape of a threat. Though color is still important to the average eye, any eye can still be led astray by other, more subtle mechanisms. Mechanisms, some of which to be explained shortly.
Sophisticated modern optics and hypersensitive sensors are being exploited on the battlefields now. Effective military camouflage schemes today and in the future will need to work for a broader electromagnetic spectrum, which means masquerading even in non-visible light.

Contemporary with the Napoleonic Wars, military uniforms were usually bright and colorful. The British and Danish armies were fond of red coats, the Spanish, Austrian and Saxon armies favored bright white or light gray, the Poles, Prussians and Napoleonic French wore dark blue colors and the Russians wore green. The arrival of more accurate firearms with longer reach due to the rifling of barrels, changed that. By the time of WWI most progressive armies had switched to low visibility clothing and soldiers were now hiding behind objects for protection rather than standing starkly out in the open.

To be sure there were some isolated incidences of soldiers wearing camouflage well before WWI. For example Rogers Rangers who participated in the French Indian Wars, wore uniforms that were dyed green. The French led Wabanaki Confederacy natives that they opposed, wore deerskin if anything and were harder to see. On the other side of the planet and around 1846 a British officer of an Indian Army regiment had his whole troop go down to the river and rub mud into their new white cotton uniforms. Later still and on yet another continent the first “gillie suits” for snipers were used by Scottish soldiers fighting in the Boer Wars of South Africa, a decade before WWI.

camouflage netting

<Expandable Thumbnails follow> the “tiger-stripe” camouflage worn during the Vietnam War provided good concealment in the jungle. The French introduced the pattern. The American uniform versions were great at first but due to faulty dyeing processes – would fade badly after a laundry wash.

The coat below would work as camouflage in a room full of steaks.

Below is an example of bad camouflage. It’s a three color patten of shapes with a tiny scale. The uniforms must look like homogeneous pea soup from a distance.

Any notion that one camouflage can be appropriate in many different environments is a preposterous proposition. Nonetheless this silly one-for-all camo notion continues to be funded, researched and tested. The reason is that an organization like the Army, or any other branch of military service, works as a team. Basic military psychology dictates that members of a team should look and dress alike. Each of the individual services wants a new, modern, high tech look. Outfitting hundreds of thousands of soldiers with four or five sets of new uniforms and accouterments soon gets to be very expensive. In 2004 the US Department of Defense spent $5 billion to outfit the Army with a new pattern of camouflage uniforms. Then the Army decided they didn’t like it.

The computerized, digitized, scientifically analyzed UCP (Universal Camouflage Pattern) adopted by the US Army a few years ago is a prime example of a camouflage flop. Some fundamental design considerations were ignored. The omission of black was a stupid decision. The pale, cement colored, pixelated UPC could only look natural for someone standing inside a rock quarry. The Army might have been wiser to stick with solid, century old khaki, olive drab or feldgrau colors.

There is nothing wrong with pixelated patterns but don’t buy into the gimmick that computers can make camo planning decisions. UPC was a three color camo scheme where the contrast was too insubstantial. Additionally the scale of the contrasting regions was too small within UCP. Most camouflaged uniforms though, mistakenly use too small a scale of pattern. There is little need to deceive the enemy’s eye at close up range, but greater need to fool it at rifle or battlefield range (300 meters). The chunks of contrasting colors need to be much larger to affect an observer from distance.
There is still great room for improvement in the world of military camouflage and it is a realm where the psychologist with discretionary artistic skills can still innovate. No doubt there are as yet, still undiscovered and inventive ways to lead the eyes astray.
It is from nature that mankind gets his camouflage ideas. In nature you find both plants and animals exploiting cryptic coloration to hide or mimicry to impersonate something else. Some of the flowering plants (especially some orchids) practice a highly developed mimicry. The intent is usually to attract bees, wasp or flies to assist in pollination.
< * Of the many borrowed photographs to follow: first, they have been declared to be of public domain; second, wherever possible an effort has been made to embed attribution and source metadata into each JPEG photo – should it be examined or downloaded. >

The snake below left is a Texas Coral Snake. It carries a dangerous neurotoxin, instead of a hemotoxin like pit vipers employ. The harmless Mexican Milk Snake on the right mimics the coral snake but belongs to a completely different Family and Genus of snakes.

As if the imitation of a stick isn’t good enough, the phasmid below also carries its tail higher than his head, offering a less crucial first target to a predator.


Completely opposite to camouflage, some organism use gaudy, stand out coloration to deliberately attract attention to themselves. It is used as a signal which says – don’t touch me or bother me. Since the majority of organism that use this scheme are toxic or venomous, would be predators avoid them or suffer the consequences.


The phenomenon of countershading went unappreciated until about a century ago when the naturalist and artist named Abbott Thayer (who painted the peacock mentioned earlier) first identified this mechanism. Thayer noticed that many animals have a dark upper body but a lighter underbelly. He reasoned, that these animals when illuminated by sunlight from above have their overall appearance flatted or dulled rather than accentuated.

The illustration on the left is from Thayer’s original book, right side from Wikipedia.






Disruptive coloration and alternating shapes in camouflage attempt to visually scramble the contour or outline of a subject. A net thrown over an artillery piece interrupts or breaks up the outline of the cannon. A disruptive eye mask or eyestripes on many an animal helps disguise its vulnerable, usually dark and distinctive eyes. Shapes or patterns that are distractive enough will lead the eye away from the edges or outline of a form. The coloration in these disruptive patterns are often strongly and abruptly contrasted. Symmetry is carefully avoided, because animal brains are wired to notice spatial correspondence.

skirting
Notice the semi-circles created by contrasting light – against dark bands on this viper below. Notice how the markings run perpendicular or counter-intuitive to the body’s axis. These markings disrupt quick interpretation of the viper’s contour by offering a more attention getting alternative for the viewer’s eye.


eye stripe

Below, notice the direction of the disruptive stripes on the legs.

A noteworthy art movement beginning at the dawn of the 20th century was known as “Cubism”. With cubism the art does not necessarily try to make a 2-dimensional canvas look 3D, but it does attempt to depict a subject from multiple viewpoints. In cubism the elements of a subject are broken up and are then reassembled in an abstract form. (*The following examples of cubism are declared public domain by virtue of their old age – which here exceeds 75 years).
The stark designs put on ships beginning with WWI are known as “dazzle camouflage” and have roots or kindred elements with cubist art. The purpose of dazzle camouflage was not to conceal a ship, but to foil an enemy’s attempts to accurately calculate its range, heading or speed using optical observations. The original “dazzle” as credited to British artist Norman Wilkinson was very blunt, to serve a purpose. Later the term would be applied to every type of concealing paint job put on a ship, whether that resembled cubism or not.


Below the dazzle pattern helps foil a potential torpedo’s firing solution by misdirection of the ship’s actual heading.

* In the 1860’s the state of the art for aiming a large cannon was to look down the barrel and fire point blank. In following decades, longer shots at sea were accomplished by guessing a range and then elevating the barrel beforehand while waiting for the sea swell to bring the target into the aim of pre-adjusted iron sights. Concurrent with the Spanish American War, ships began to be equipped with optical rangefinders invented by Admiral Bradley Allen Fiske. His stadimeter was a handheld device that looked similar to a sextant and which would later be incorporated into almost all submarine periscopes. Versions of his coincidence rangefinder that worked by triangulation and trigonometry would quickly find their way into all warships and land based artillery units. Radar (RAdio Detection And Ranging) was still in its infancy at the beginning of WW2. In a few short years radars were incorporated or retrofitted into the latest British and American fire control systems aboard ships. At first radar just augmented either the huge (long baseline) coincidence or stereoscopic type optical rangefinders.




In WWII the paint jobs on ships were looking very different, but the name dazzle still stuck. The famous German battlecruiser Scharnhorst shown above right mimics a smaller, less threatening ship from a distance.
In the split picture below an unknown warship hides against the bank or cliff side. The battleship Tirpitz (sister ship to the Bismarck) spent much of the war hiding in such a way. The cruiser on the right side has a bow wave painted on its front, making it appear to be traveling much faster than it might be.

The catchall “dazzle camouflage” phrase is still being applied to some new warships and face paints today.


The once very popular Argus C3 camera used a stereoscopic rangefinder to focus its lens. Cameras with SLR (Single Lens Reflex) mechanisms would eventually overtake the rangefinder sort, a possible advantage being superior performance at close up distances.

Yet another version of dazzle is CV Dazzle, created by artist Adam Harvey. CV stands for Computer Vision and his concern is resisting the quickly growing surveillance state that tracks people’s moment with digital cameras and facial recognition software. The anonymous people behind this intrusive surveillance, be they law enforcement or employees of a private company – just take what imagery they want without asking. Facial recognition software has grown quite sophisticated recently. Analyzing how these algorithms work so that they might be countered or thwarted might be good subject mater for a future post.
* Now that some established examples of camouflage have been shown
and the topic outlined a bit; it comes time to introduce some
ideas that might improve new camouflage schemes for the future...
Op Art (or Optical Art) uses optical illusions. Op Art is abstract, employing perhaps only black and white lines to create an impression of movement or to conceal another image. Some optical illusions can occur without man’s help, when our physical environment can distort what we perceive, perhaps by bending light. Atmospheric conditions might be responsible for mirages, for the moon to seem bigger than it should, for far away mountains to appear closer than they really are or for a straight stick to appear bent when you see part of it dip below the surface of water. Another category of distortions, ambiguities and paradoxes of perception can be caused by physiological activity in the retina of one’s eye. Afterimages that might linger in one’s vision after he looks away from a high contrast image is an example of physiological optical illusion which is caused by photochemical activity in the retina. In the so-called “Hermann grid illusion” (from German physiologist, Ludimar Hermann /1870) a person probably senses black dots where they don’t exist – because the separate light and dark receptors of the eye are scrambled and are competing with each other for attention.
The most common types of optical illusions may involve neither biology of the eye nor altered perceptions caused by natural environmental factors. Instead, because of the way the human brain is connected and conditioned it is capable of making very quick assumptions and then of sometimes jumping to false conclusions.


“Impossible objects” are two-dimensional figures that can be subconsciously interpreted as three-dimensional objects. Impossible objects are not physically rational but they can be drawn. The ‘Penrose stairs’ and the ‘Impossible Triangle’ shown above were both originally thought up and published by a British psychiatrist and his physicist son in the 1950’s. The Dutch graphics artist M.C. Escher would later incorporate the impossible staircase into some of his work.
Geometrical illusions would appear to distort reality when they actually don’t. Many are named for the physiologist or psychiatrist who originally created them. Some simple examples would include the Müller-Lyer illusion, the Hering illusion, the Zollner illusion, and the shifted-chessboard illusion originated by German-American psychologist Hugo Münsterberg. Completely different but still a “geometrical illusion” is the checkerboard illusion (and here is a dynamic HTML version) .
Ambiguous illusions can offer more than one valid perception or interpretation. The “Necker cube” is an old ambiguous illusion that dates back to 1832 and a Swiss crystallographer (someone who studies atomic arrangements in crystalline solids) by that name. Around 1915 the Danish psychologist Edgar Rubin created the first ambiguous or reversing two-dimensional form to be called – a “Rubin’s vase”. Four such vases are shown below.

Hybrid illusions can be perceived in more than one way, depending upon viewing distance. These illusions can be created by superimposing blurred elements of different photographs over one another. The technique was originally proposed by Aude Olivia and Philippe Schyns in 1994. One image dominates up close but another takes over as you step back.

Shadowing plays a very important role in “peripheral drift illusions“. Reversing the shadowing reverses the rotation of drift. Strong contrast, blinking, eye movement, peripheral vision and the brain’s perceptual processing contribute to the illusionary sensation of motion. The almost famous “rotating snakes” image below was copyrighted in 2003 by Akiyoshi KITAOKA, Professor, Department of Psychology, Ritsumeikan University, Kyoto, Japan. The professor has drawn many other illusions which are also displayed on his website.

Working with similar tricks, the false spiral or twisted cord illusion does not appear to move. In 1908 a British psychologist named Sir James Fraser drew the first false spiral, where the arcs are actually a series of concentric circles.

Pinna’s Intertwining Illusion is a derivative of the twisted cord illusion.

* Only a few methods of optical illusion have been shown here.
These toy with either physiologic or psychological mechanism.
One can better now hopefully perceive, how optical illusions
when incorporated into camouflage patterns – might help
enhance the disruptive affect of those patterns.
Real holograms reproduce very realistic 3D renderings of objects but both the recording and the viewing require laser light. The hologram itself is a surface profile of the light field surrounding an object. There are some techniques available to mimic the 3D effect of holograms though. Lenticular lenses for instance are glass or plastic lenses, textured with ridges or rows of bumps. In lenticular printing, two or more images are interlaced together on a paper or substrate and then bonded to the base of the lenticular lens. Either the result looks 3-dimensional or a separate image altogether appears when the viewer observes from a different angle.
Working on a similar principle as the lenticular lens are “Agamographs” which are named after a noteworthy artist named Yaacov Agam. While Agam made sculptures or artworks from various materials, anyone can create a facsimile of a 3D image by folding paper in a special way and painting segments of different stereo images on alternating folds.

Stereoscopy is stereoscopic imagining and there are a few different ways to do that. Stereoscopes are the contraptions that you look into to see a three dimensional image with realistic depth. The left and right eye are segregated to see slightly different vantage points of the same object and then the brain’s visual cortex combines the binocular disparities to produce depth perception. A typical stereograph consist of two photographs that were taken simultaneously by a special camera that uses two lenses and two sets of film. A “stereogram” once meant the same as stereograph. Now however stereogram is synonymous with “autostereogram” – which is a single 2D image that can be perceived as a 3D image, without the help of a stereoscope or use of two images.
Autostereograms depend upon the difference or binocular disparity between two good eyes to create a 3D impression. Computer software is used to map depth coordinates obtained from one form – to the surface of another image. Some of the pixels of the surface image are shifted according to the depth of the hidden form. Most autostereograms are intended to be viewed by means of “wall-eyed convergence”, which means the viewer stares through the graphic, not crossing his eyes. Visual neuroscientist Christopher W. Tyler with the help of a computer programmer, created the first autostereograms in 1979. However a simpler form of random-dot stereogram technique was being discussed 60 years before that.



It could be mentioned that for artwork or mechanical drafting, there are many ways to project a three-dimensional object onto a two-dimensional surface. First, a 3D projection will have lines of sight or projection lines that are either in perspective or are in parallel. Perspective in a drawing is where lines converge or skew towards one or more vanishing points. The lines of parallel projections however, don’t converge into the distance. Oblique projections slant or slope and have no perpendicular nor parallel relationship with any line or plane surface. Axonometric projections have lines of sight that are perpendicular to the plane of projection. Axonometric drawings also have edges or axes that are measured to scale but any curves or diagonals will be optically distorted.
When architects or engineers want to whip out a quick sketch of a building or object they might resort to a simple parallel/axonometric drawing known as an isometric projection. The angles in isometric projections are all multiples of 30 degrees. A draftsman that still knows how to hold a pencil might use a drawing aid known as a 30-60-90 set square, or might sketch on isometric graph paper where the lines are already marked. Less often used, dimetric and trimetric projections look similar to isometric axonometric projections but use different angles.
In previous decades the thermal imaging night vision equipment that soldiers might have used, worked within the invisible long wavelength infrared (LWIR) or mid wavelength infrared (MWIR) spectrum. These worked by reading the heat emitted by the object itself. Today’s higher generation / newer tech night vision equipment though, uses the ambient IR sent from very distant stars.
These newer night optics predominately rely upon lower wavelengths and higher frequencies; either from the short wavelength infrared (SWIR) or near infrared (NIR) spectrums. These optics produce high resolution images by reading absorption characteristics returned from a target.
Different substances have different IR absorption characteristics. There are many materials that absorb IR, less that reflect IR, some that are transparent to IR and even some materials under development for the influence they might have on infrared light. Some textiles, nets and miscellaneous surfaces used by the military, already dabble with coatings intended to affect visibility in the IR spectrum.
There has been some real research done and authentic videos showing how invisibility cloaks could work, but also some false videos about invisibility cloaks – using Hollywood style “blue screen” techniques and video editing software. The authentic research has a long way to go before the technology could ever be used in a camouflaged suit however.
The invisibility videos that are honest, must still be carefully staged. The demonstration or illusion if you prefer requires a computer, a video camera, a retro-reflective material, a projector, an iris diaphragm and a beam splitter. Typically a person stands behind a blanket of special fabric and you think you can see through him; because a camera is filming the scene behind him as a projector puts that same image on the blanket. The smaller details are complicated.
Metamaterials that can bend light are under development too. These also have a long way to go before becoming physically practical as a means of concealment.
In the slideshow that follows a prospective pattern using some isometric angles and a few circles, was quickly colored in using four colors. Ostensibly for painting something small like a toolbox. The original intention was to study how difficult it would be to design a pattern which would comfortably replicate itself over a larger area, once its stencils were moved adjacently up or down or sideways. Not an elementary task. Considering that the base-coat of an item will already be of one color, only 3 stencils would need to be cut out with an X-Acto knife. This is just a disposable example. The components are a bit too numerous and sometimes too close together to leave behind a sturdy stencil once the holes are cut out. After re-reading this post the last slide in the series features a little “disruptive shadowing”, added as an afterthought.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
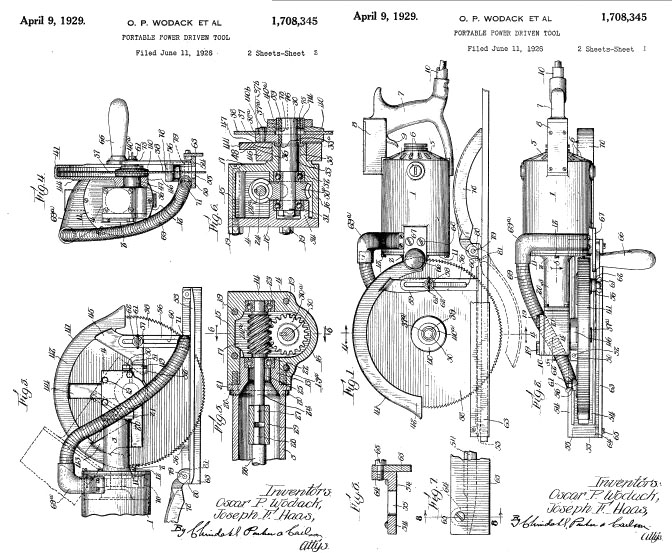{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}