
Some beautifully simple and primitive forms of baking can be accomplished over just an open fire. Delicious soups and stews can be created from almost nothing. Soups and stews were historically more commonplace in yesteryear’s kitchens than they are today, but for good reason. With sugar becoming more affordable in the 16th century, exciting new beverages called “small beers” would appear. These carbon dioxide holding, sweet and fizzy fermented beverages would evolve into our modern day “soda pops” which are now consumed daily by the billions, worldwide. These primitive breads, simple soups and old style effervescent drinks are easy to make.
Ash Cakes
_ One can bake a primitive but tasty bread in a fire without using pot or pan. A soldier in the Continental Army 200 years ago or a legionary in the Roman army 2,000 years ago might have been given only raw flour as part of their daily ration and both were expected to know how to cook it. Mixing flour with water and cooking it as a wet gruel was one option. If on the march and having little or no time or utensils to bake a more proper bread, then turning flour into ash cakes was usually more favorable than eating gruel. One simply added a small amount water to the flour and mixed it up. The mixture was then rolled around in the hands and kneaded a little before being dropped onto a flat hot rock, a piece of tree bark or simply dropped into hot but not flaming ashes at the side of the fire. The cook tended it carefully, tilting it or flipping it as necessary. The ashes which are thoroughly sterile don’t really cling to the bread later and can be blown off easily. Another way that the Romans occasionally cooked the same flour ration, was to roll the dough into a little rope and then swirl that around a stick. The stick was stuck into the ground and leaned over the fire like a diagonal spit.

About 75% of a Roman legionaries diet was issued as a ration of grain and it was up to them to cook it. Had they the time, legionaries usually prepared their breads in advance of a march. For short term consumption (say within 4 or 5 days) they might have baked leavened breads or unleavened type breads akin to pita (Gk). For a longer lasting bread resistant to spoilage they might have over-baked something similar to what we now recognize as a “hardtack” or “sea biscuit”.
A contuberniam (the smallest organized unit of soldiers in the Roman Army / about 8 men) slept in the same leather tent (usually of goatskin & waterproof), traveled with their own portable stone gristmill (a quern or quern-stone) and baked in a small portable 2-piece ceramic oven called a clibanus. When a Roman army marched or moved to a new location they carried a lot of food and equipment with them. Each legionnaire was loaded down with personal gear while non-combatant servants led pack animals or wagons loaded with the contuberniam’s heavier items in a supply train which followed the legion.

* When on the march Roman legionaries carried a small personal utensil known as a “patera” to drink and eat from. A patera along with a spoon probably composed the first military issued mess kit. A larger bronze pot or kettle was probably shared by the whole contuberniam.

* Corn or maize was a New World plant and the rest of the world was not introduced to the crop until the 16th century. Corn is generally identified as being either flint or dent type. Flint corn has kernel tops that are round, and dent corn kernels are marked with a dent or dimple. Popcorn and sweet corn are flints while yellow corn hybrids grown for cattle feed or ethanol production are examples of dent corn. Hominy is”nixtamalized” by soaking it in an alkali solution like slaked lime or lye. This process reduces the presence of mycotoxins and releases more proteins and niacin for digestion. Corn has no gluten and so without the help of another flour that contains gluten, it will not bind together or rise like a normal bread. Hoe cakes, corn dodgers, corn pone, johnny cakes and hush puppies may have occasionally been made with only cornmeal in the past but most modern recipes call for a little wheat flour to be added.
* “Parched corn”: When corn kernels mature they get very hard; so hard they become almost impossible to eat. So hard that it is very inconvenient to crack with a mortar & pestle. The Native American “Indians” that cultivated corn also devised the stone “metate” to crush the suborn kernels. Soldiers or travelers carrying these stubborn seeds learned that they could roast them in a pan over the fire. A few of the kernels might pop. This process called “parching” the corn tenderized it, simplifying the task of grinding and then cooking the kernels.
* It is possible to boil a small amount of water over a fire without any special utensil. Water can be placed over a fire in broad leaves or in a broad strip of tree bark. Because of the absorption of water, the fire is prevented from burning through.

_ “Hardtack”, “sea bread” or “sea biscuit” is an old, primitive form of bread that was valued for its robustness and resistance to spoilage. Before a voyage, a ship was provisioned with many barrels full of sea biscuits. A water tight cooperage was not required because the commodity contained within them was not liquid. Therefore weevils might eventually find their way into some of these cheaper kegs (cask or “barricas” in Portuguese & Spanish).
_ The regulation sea biscuit was well standardized by the British Navy before the 17th century. It took about 4 sea biscuits to make a pound; part of a sailors standard daily ration was 1 pound of bread. But it was a salty, wood hard, unpleasant bread that usually required a soaking in something before it could be eaten. Whereas normal baked breads would quickly mold and plain flour would go rancid or become bug infested on a long sea trip; the salty, hard, twice or triple baked sea biscuit if stored properly, could last several years before being consumed. Sea cooks when in need of a flour could still crush up sea biscuits with a hammer. “Hardtack” became a popularized term for the same bread about the time of the American Civil War. A traveler, explorer, soldier or pioneer could tie a bag of these to his pack-horse and not worry about them crumbling apart after months worth of physical abuse.
The recipe for hardtack or sea biscuits is super simple, the detail is in the baking. Whole wheat flour, salt and a little water are the only ingredients. Only enough water to make a stiff dough is necessary. The dough is kneaded a little bit, then separated into balls which are squashed flat to the size of a crumpet or big cookie. It’s usually perforated a little on the top to let gas escape while it cooks. There is no set salt ratio in most recipes but the amount usually seems excessive. Salt has been mankind’s first and most effective chemical food preservative. The baking needs to be done slowly, dehydration is the main goal. In the archaic ovens of yesteryear this might have taken all day. Between Latin and Old French languages the word “biscuit” itself means – “twice cooked”. Usually two days then in an earth oven to get that hardtack dry.

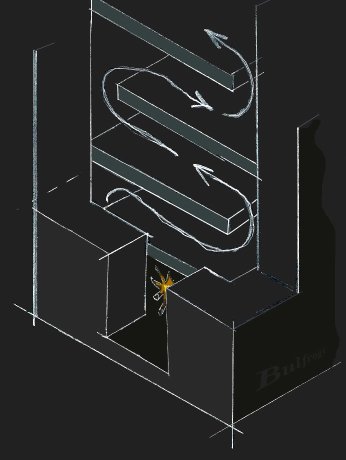
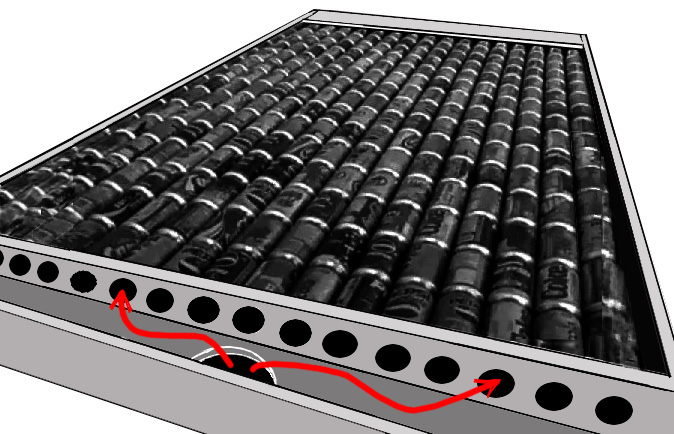
* Earth ovens, pizza ovens and hornos work by absorbing and trapping heat. A hot fire is built within them and is allowed to burn down before the embers and ashes are swept out. The goods to be baked are inserted and the opening is then closed off to seal in the heat.
* A thoroughly effective oven can be made on the ground with the help of a large clay or metal pot. A fire is built over a flat rock or hearth of bricks to heat them up. The coals and ashes are then brushed away, the dough placed on the hearth and then the pot is placed over the dough. Wet leaves, twigs and straw can be placed over the pot and then the hot coals placed over that. The intent is to maintain a slow, smoldering heat around and above the pot and not to let it burn hotly.
Fluffier breads
_ Now is not the time to get bogged down with long explanations of quick-breads, leavening and sourdough. These topics are briefly discussed in an older post (Yeast & Fermentation) anyway. Quick-breads are relatively new and rely upon a chemical reaction from ingredients (soda and acid) that are mixed into the flour. When moisture is added then gas bubbles are formed and expand the dough, making it “rise” artificially. Sourdough is ancient; it is a bread made from leavening (yeast culture) which might have been passed down from mother to daughter throughout the ages. Before yeasts were identified under a microscope, people did not know what device in leaven caused breads rise. Now we know that enzymes convert starches to sugars and that yeast digest sugars to create ethanol and carbon dioxide gas. When wet, the sticky gluten in flour traps the gas from fermentation, allowing the dough to inflate. Sourdough then implies a bread made from a wild yeast culture and perhaps some beneficial lactobacillus bacteria as well, but also the word sourdough implies a practice wherein a portion of each new sponge (dough) is withdrawn and saved to be used as the “starter” leaven for future use. Pioneers, expeditions and army chuck-wagon cooks brought their sourdough starter (leavening) with them; because doing so was easier and much faster than attempting to create a new yeast culture from scratch. Over time the more durable cast iron Dutch oven would eventually replace the ceramic clibanus as the ideal utensil to bake with over an open fire
Soups
_ Whenever there was a fire in the average home of yesteryear, pots or kettles of hot water and soup were constantly maintained close by the fireplaces or stoves. The soup pot was in a constant state of cooking and was seldom ever completely emptied. Any vegetables, grains or small scraps of meat and more water would be tossed into the pot whenever the occasion arose. In the cold of winter this practice was thermodynamic-ally accommodating because the liquid in the pots collected or banked thermal energy and slowly released it back into the house if or when the fire died down. Importantly though, cooking in a pot conserves the oils, fats and nutrients from food that would otherwise drip off into the flames when grilling for example.

_ Copper and earthenware pots and cookware have been used at the hearth for eons. By the 17th century however the state of the art and the most desirable cookware to be found in Europe was cast from brass. The Dutch reputedly produced the best cast cookware. At the onset of the 18th century an Englishman visited a foundry in the Netherlands, learned their sand casting technique and then began to duplicate the casting of brass cookware back in England. Copper, bronze and brass are expensive metals though so he began to experiment with cheaper cast iron. After much trial and error he eventually became successful in casting iron cookware from sand molds and patented the process in 1707. The next two centuries saw a boom in the worldwide demand for this cast iron cookware; especially for the robust lidded pots meant to sit right down in the fire, called “Dutch ovens” (by everyone but the Dutch).

* China, India, Japan and Korea had a long history of cooking in iron vessels but these were not produced in large numbers.
* Cast iron cookware was tough and versatile and became almost indispensable to the daily life of a household. When conditioned and maintained correctly cast iron skillets have better and more durable “non-stick” surfaces than the newest pans with Teflon or ceramic coatings. Large cast iron kettles or cauldrons were used over fires outside to boil water for laundry, to scald chickens or pigs and to render tallow for making soap. Cooks might have used a single Dutch oven to boil, bake, fry, stew, or roast. When writing a will, mothers sometimes divided their beloved cast iron cookery up between favorite children. During the 1804-1806 Lewis & Clark journey across the continent it is noteworthy that the 31 man expedition carried not one but two heavy Dutch ovens on the trip. One of the ovens fell out of a packsaddle, rolled down a hill and shattered though. Still the metal fragments made useful gifts and implements of barter to Indian tribes met along the way.
_ Nutritious soup can be made from most anything, like leftovers, table scraps of skin and bone or unused vegetable parts. Starving people have even been known to boil their leather belts & shoes, which is not as crazy as it seems. The major component of leather is a fibrous protein called collagen. Gelatin which is a foodstuff made by the tons commercially, is made from the collagen in ligaments, bones and raw (untanned) animal skins. Gelatin finds its way into many processed foods, including ice creams, marshmallows and candies.
A talented cook often begins a soup with an available stock or broth, which might have already been made and on hand from a few days before. A stock or broth might serve a cook in many ways besides being used as just a soup base though. In a busy kitchen, stock is commonly started whenever there are some useful bones or meat scraps laying around the kitchen, that might otherwise go to waste. Any lidded pot will do or an electric “crock pot” too, but the best stockpots for the modern stove top are big, thin and made of stainless steel. The most useful size ranges between 1 and 3 gallons in volume (4-12 liters).
Making a stock
_ Perhaps a day or two after a holiday dinner there is a goose, chicken or turkey carcass in your refrigerator. The prime sections of meat might have been sliced off or pulled away but what is left is skin and bones and small, less desirable pieces of meat. A good cook would gather up all that scrap up and toss it in a stock pot, add water to submerge the carcass and then set the stove to a low heat, simmering it for several hours or for the rest of the day. That experienced cook would also undoubtedly add some onion, carrots and celery, and perhaps add some bay leaves, parsley and thyme.
_ Stock is usually not boiled because that creates a murky liquid. Fresh meat or bone scraps create just as good or better stock than previously cooked ones will, however smoke and barbecue flavors from cooked meat carry over especially well. Other vegetables or vegetable peelings and spices can be used. A toss of wine can compliment the final taste. After it has simmered for a long time most of the flavors and nutrients will have been drawn into the liquid. The stock is then poured or strained into another container and the solids are discarded. After being chilled, a layer of gelatin will usually form at the top of the stock or completely through the stock in a well executed example. In a refrigerator the broth might enjoy a grace period of several idle days before it really needs to be used.
_ Pork or mutton stocks are rarely made because of the fatty oils and yellowish coloring they produce. Poultry and beef seem to be the most popular stocks but ham and fish stocks are also encountered.
Examples of stock based soups:
-* Borscht is a Russian soup made from meat stock and beets.
-* Consommé is a very clear soup, deviating little from regular meat stock except that it has been clarified by using egg whites to remove fat and sediment.
-* French onion soup is made from stock and browned onions and was frequently used as a concession to the poor because of some obscure French law that required all restaurants to offer something appreciably affordable on their menus.
-* Bisque originally referred to a thick cream soup made from the broth of shellfish like crab, shrimp or lobster. In an authentic bisque, the shells are ground to a fine paste and added to thicken the soup. Today it is common to see cream-based soups that do not contain seafood. Thanks to the modern blender or food processor we have added pureed mushroom, squash, tomato and red pepper to our “bisque” repertoire.
-* Vichyssoise sounds French but it might have been American in origin. It contains chicken stock, leeks, onions, potatoes and cream.
_ “Condiment soup” is not entirely a joke because it can have practical applications and be useful survival advice of a sort. Winter life in an alpine ski village can be otherworldly. Whether in American or in the finest European ski resorts, civilization is precariously perched upon slick, cold and inhospitable slopes of deep snow. Skiing or snowboarding is foremost a sport for the affluent. At the base lodges or midway lodges further up the mountain, cafes and small restaurants do exist but their prices for food and beverages are truly exorbitant. There is a class of young but poor skiers who manage to play at these resorts because they preform menial work there. They might drive snowplows, do room service, operate gondolas or chairlifts, bar-tend or preform ski patrol duty. These workers are lucky enough just to get lift tickets or to find places to sleep at night on their minimal pay. They aren’t going to be able to afford a sandwich or hot drink at the ski lodge when prices are inflated five or six times what they should be. When one of these working class skiers stumbles in from the cold; their hands and gloves cold and wet, their nose and cheeks beet red and shaking from hypothermia, then they can either purchase amenities at outrageous prices or turn to the ski bum’s condiment soup.
_ The whole plan depends upon disposable cups, refills of free hot water and a condiment bar. Usually individual packets of seasonings like mayonnaise, tomato ketchup, mustard, pickle relish, coffee creamer, salt, pepper and sugar are to be found at the condiment bars. Sometimes crackers, diced onions and tomatoes, shredded cheese and more exotic flavorings like tartar sauce, chili sauce or Chinese hot mustard can be found also. The skillful ski bum then with cup of hot water in hand, takes note of the available condiments and crafts his hot cocktail accordingly.
Sugar and Carbon Dioxide
_ Coke® is but one flavor or one brand of soft-drink and yet for every day that goes by almost 1.2 billion servings of Coke alone are consumed around the world. The average American drinks an estimated and unhealthy 44.9 gallons (170 L) of “sodas” per year. Aside from flavor and cool serving temperatures the primary elements making soft-drinks so addictive are sugar content and the carbon dioxide fizz.
Soft-drinks are mildly acidic because when carbon dioxide gas is added, it dissolves into solution and forms carbonic acid. The source of the dissolved carbon dioxide in a given soft drink might come from a brewery that sells the gas as a byproduct or could be captured and purified waste gas from factories or power plants that are required to trap the greenhouse gas. Most colas (like Coke) have food grade phosphoric acid added as well to add “bite” to the taste. Today in a manner similar to soft-drinks, almost all commercial beers too are deliberately injected with pressurized CO2, before sealing the can, keg or bottle.
In earlier times though CO2 gas was created within a closed bottle by adding a little priming sugar or malt before capping it shut. The results are less uniform when using this “secondary fermentation” procedure; beers can turn out flat if not enough gas is made or can burst the bottle if too much gas is made. Champagne predominantly uses only the secondary fermentation method to create gas within the bottle. Since bubbles are the hallmark of Champagne and other sparkling wines, more gas than usual is dissolved within these beverages, so bottles must be made extra strong to withstand the extra pressure.
_ Kombucha culture, kefir grains and ginger beer plant are examples of SCOBY s (Symbiotic Cultures of Bacteria and Yeast). These are gelatinous or semi solid cultures of a mixture of microorganisms. Much like sourdough starter, a portion is separated and used to begin a new fermented drink but the starting culture is maintained independently. Drinks made from cultures like these are often associated with the newly coined term “probiotics”. Supposedly these live probiotic microorganism improve gut flora, help the immune system and provide other health benefits. Many uniquely flavored drinks can be created from using cultures like these, and all are fermented, slightly alcoholic and lightly effervescent.
The Kombucha beverage is a fermented sweet tea probably originating from Russia or China, and prepared by many today for its supposed health benefits. Milk kefir originated in the Russian/Caucasus/Turkish area and might have a sour taste similar to thin yogurt. Beet kvass is a traditional Russian beverage started from a milk or water kefir culture, where beets and scraps of wheat or rye bread and a dash of salt are thrown together to ferment. There are apple, berry and raisin versions of kvass too.
“Ginger beer plant” is an older (1700s British) name for a symbiotic culture that might have been used to create a batch of “ginger ale” or a host of other flavored-fermented beverages depending upon the herbs, leaves, barks or roots used. “Small beers” that created such a taste sensation four centuries ago may or may not have depended upon these gelatinous cultures for a start. There are plenty of yeasts and beneficial bacteria on the herbs and roots used or floating around in the atmosphere. What really permitted the small beer and resulting soda-pop phenomenon to occur in the first place– was the introduction of sugar as a plentiful food source.
* Sugarcane is just a huge tropical grass that originally grew in humid Southeast Asia. For the longest time refined sugar was considered a rare and expensive spice by Europeans. Sugarcane wouldn’t grow as a crop in Europe because of the harsh climate. On his second voyage Christopher Columbus brought the first sugarcane roots to the Caribbean to test the plant for cultivation. Soon sugarcane plantations would sprout up on several islands. With too many islands in the Caribbean for Spain to control, French, Dutch and British traders and privateers would establish separate communities there too a bit later. By the 1620’s processed sugar and molasses from sugarcane would become a significant cash crop for these latecomers as well.
* Sugar from sugar beets was never realized until a German chemist noticed that the beet roots contained sucrose. The first refined beet sugar commodity appeared around 1802.
* HFCS (High Fructose Corn Syrup) is an unnatural, biochemically different sweeter that must be processed differently by the body.
Small Beers
_ Back say two or three centuries ago everyone in the family with visitors and servants included would drink the household small beer if it was available and it usually was. Children drank it for breakfast like they would cold orange juice or refrigerated milk today. The alcohol content was usually minuscule, probably seldom reaching 2.5 ABV. At its heart a small beer was a weak infusion of some root, bark, spice or fruit boiled in water, to which sugar and yeast were added and allowed to ferment for a few days.
Today we think of ginger ale and root beer as being flavored soft drinks but they actually started out as small beers. Today the term “ginger beer” is used to differentiate the alcoholic version from the soft drink version “ginger ale”. Either a batch of ginger ale, ginger beer or root beer can be begun with the help of a “ginger beer plant” SCOBY mentioned earlier. But these beverages can also be started with something simpler called a “ginger bug” instead. A ginger bug is similar to the more dedicated ginger beer plant SCOBY, but is a younger, liquid / not semi-solid colony of microorganisms. To create a ginger bug one simply slices some fresh unpeeled ginger root into a jar of sugar water and leaves it exposed to the air on the kitchen counter top. Every day a little more ginger and sugar might be added. In a week or so wild yeast and bacteria will be caught and bubbles of carbon dioxide will be seen rising in the jar. Ready to use now, a portion might be saved away as a sourdough starter would be while the other portion is used: added to a sweetened tea like infusion or a sweetened decoction of boiled roots or something. If ginger ale is the target beverage then the ginger bug itself would probably provide insufficient ginger flavor. In this case one usually creates a separate strong, sweet ginger tea and then adds the ginger bug starter to that.
_ Long before the Pilgrims landed on Plymouth Rock the local Indians were boiling up sassafras roots which are sweet, to make a kind of tea. Along with the growing accessibility of sugar, it did not take long before European colonists joined “old world” knowledge of brewing techniques, with new indigenous flavors to create “root beer”. Many different root beer recipes existed and employed an assortment of ingredients. The central or most common ingredient in most variants of root beer was the sweet root of the sassafras tree. Depending upon recipe some other typical flavorings in root beer were sarsaparilla, ginger, licorice, birch, juniper, hops, wintergreen leaf and dandelion root. Almost none of the flavors in today’s commercial soft drinks are natural any more, but are instead artificial flavors and frequently synthesized from petrochemicals
* In the 1960s the FDA outlawed the use of sassafras in commercially made root beer. It seems that some laboratory study identified the key polyphenol in sassafras called safrole and determined that it could cause cancer in lab rats if they were fed massive quantities for a long time. Sassafras root probably contains no more safrole than basil, nutmeg or cinnamon but these items obviously were not taken off the market.
* Sarsaparilla comes from a tropical greenbrier type climbing vine. It is not native N. America but is to Central and South America, and the Caribbean Islands. The local Carib Indians were drinking sarsaparilla health tonic type tea before the Spanish got there. Extract from the vine has been valued for centuries as medicine for treating illness like eczema, contact dermatitis, psoriasis, syphilis and arthritis. It is easy to imagine that this new medicinal commodity shared the same boat ride along with sugar, to all points of the compass. More sarasaparilla history:
* Birch beer originated in the 18th century as small beer flavored with the boiled extract of bark, twigs, sap and roots of the black birch tree.
* Europeans found Native Americans around Quebec drinking a spruce tea of a type, early in the 16th century. Later in the 1700s several enlightened people were concocting “Spruce Beers”. The tender buds at the tips of branches or sprouting new trees were sour, complimented the taste of sugar water and were eventually determined to prevent scurvy (because of the “vitamin C” content). Both Benjamin Franklin and the intrepid Captain James Cook recorded recipes for making spruce beer but the volumes they used or proposed were very large. Cook’s Spruce beer / Univ of Wellington
* Beer on Board in the Age of Sail / someone else s blog post

Carbonation
_ Not all soft drinks sprouted from the sugar fermentation / small beer route though. Sparkling mineral water from a spring must have been mankind’s first encounter with carbonated water. If that water is still considered safe and is bottled for sale, then it might contain minerals like potassium, sodium or magnesium. By the tail end of the 1700s chemist were toying with the notion of making artificial sparkling water. Someone discovered that they could place dissolved carbon dioxide into water by dripping sulfuric acid onto chalk and then bubbling that gas up through water. In English this product might have just been called “seltzer water”. Fruit juices and perhaps ice were mixed in for a taste sensation. By 1819 a patent was issued for the first “soda fountain” which actually used a pump and spigot to dispense the carbonated water into a flavored syrup. By the 1830s new methods of production allowed for the cheaper carbonation of seltzer water and soda fountains were springing up all over the place. Aside from mineral water and seltzer water are a couple of other clear sparkling beverages known as Club Soda and Tonic Water.
_ Club Soda is predominately seltzer water, with sodium bicarbonate, sodium citrate, disodium phosphate and perhaps some sodium chloride thrown in.
_ Tonic Water came about though because quite a while ago some British soldiers deplored the awful taste of their malaria medicine, so they added soda and sugar (and later gin) to the water that the bitter alkaloid powder was dissolved in. (A Jesuit priest brought quinine back to Europe from the wilds of Bolivia and Peru about four centuries ago). The medicine quinine is very bitter and comes from the bark of Cinchona or Quina trees. The alkaloid interferes with the reproduction of malaria-causing protozoa and is still used to combat malaria today. In the past quinine was in higher demand around the world and the Bolivians and Peruvians became greedy over export of the tree bark. The Dutch smuggled seeds out of South America and began growing Quina trees in Java. Just before WWII, plantations in Java were producing 97% of the world’s quinine. The Axis takeover of the Netherlands, Indonesia and the Philippines during the war caused a severe quinine shortage for everyone else in the world that suffered from malaria. Used mainly in the famous British “Gin and Tonic” cocktail, the soft drinks called “Tonic Water” today are much more docile tasting than they once were because they contain much less quinine hydrochloride. Carbonated water has also replaced the sodium bicarbonate component.












































































































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}